سبد خرید خالی است.
بازگشت به فروشگاه

ممکن است در ابتدای عملیات چاپگر سه بعدی ، ماده ای اکسترود نشود. در این مقاله قصد داریم عدم اکسترود شدن ماده در ابتدای پرینت را مورد بررسی قرار دهیم. این مشکل عموما به یکی از چهار دلیل زیر رخ می دهد.
اکثر اکسترودرها هنگام بالا رفتن دما فیلامنت را نشت می دهند . فیلامنت داغ درون نازل تمایل به خروج از نوک نازل دارد که این موضوع موجب ایجاد خلا می شود.
به همین دلیل اکسترود ماده انجام نمی شود . اگر اکسترودر دستگاه شما به دلیل oozing مقداری فیلامنت از دست داده باشد ، در مراتب بعد اکسترود ماده با تاخیر انجام خواهد شد.
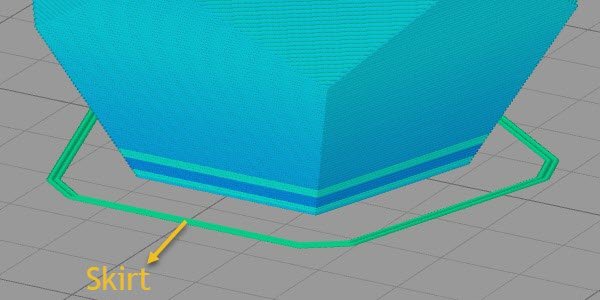
برای حل این مسئله ، قبل از شروع پرینت مطمئن شوید که اکسترود کردن را صحیح انجام دهید تا فیلامنت از نازل بیرون آمده باشد . یک روش معمول برای انجام این کار تعریف Skirt در Simplify3D است. این گزینه که در اکثر نرم افزارهای اسلایسر وجود دارد ، یک محدوده نازک دور قطعه می کشد و به خارج شدن ماده از اکسترودر کمک می کند.
برخی کاربران ترجیح می دهند پیش از شروع پرینت ، فیلامنت را با استفاده از گزینه Jog Controls در Simplify3D از پرینتر خود خارج کنند.
اگر نازل خیلی نزدیک به صفحه پرینت باشد ، فضای کافی برای بیرون آمدن فیلامنت از اکسترودر وجود نخواهد داشت . در این وضعیت سوراخ نازل اساساً از فیلامنت مسدود شده است تا هیچ فیلامنتی نتواند از آن خارج شود.
روش آسان برای تشخیص این مسئله در صورتی است که پرینت برای لایه اول و دوم فیلامنت اکسترود نشده باشد . اما با شروع به پایین آمدن صفحه در امتداد محور Z ، شروع به اکسترود کردن می کند . برای حل این مشکل ، از جبران کننده های G-Code استفاده کنید که می توانید در برگه G-Code از process settings Simplify3D استفاده کنید. این گزینه به شما امکان می دهد بدون نیاز به تغییر سخت افزار ، تنظیمات بسیار خوبی در موقعیت Z-ax انجام دهید. به عنوان مثال ، اگر مقدار 0/0 میلی متر برای جبران Z-ax-G-Code وارد کنید ، این کار نازل 0.05 میلی متر را از صفحه پرینت دورتر می کند . این عمل با مقادیر اندک افزایش دهید تا جایی که فضای کافی بین نازل و صفحه پرینت برای خارج شدن فیلامنت وجود داشته باشد.
اکثر پرینترهای سه بعدی برای هدایت کردن فیلامنت به جلو و عقب از یک چرخدنده کوچک استفاده میکنند. دندانه های موجود در چرخ دنده به داخل فیلامنت نیش می زنند و به آن اجازه می دهند تا موقعیت فیلامنت را با دقت کنترل کند .
اگر به سطح فیلامنت دقت شود مشاهده می شود که برخی از قسمت های فیلامنت خراش چرخنده را ندارند . یعنی چرخدنده فیلامنت را به جلو حرکت نداده است . برای حل این مشکل به بخش Grinding Filment مراجعه کنید.
اگر هیچ یک از این موارد مشکل را حل نکرد ، احتمالاً اکسترودر دچار گرفتگی شده است. این وضعیت زمانی رخ می دهد که یک قطعه ریزخارجی در نازل شما قرار گرفته باشد . برای باز کردن سوراخ نازل میتوانید از سوزن یا تار گیتار استفاده کنید.



