به عنوان یک مجموعه خدمات پرینت سه بعدی یکی از مشکلات که به عنوان یک اوپراتور پرینتر سه بعدی ممکن است با آن مواجه شوید، این مشکل چاپ نشدن برخی از لایه هاست.
یکی از مشکلات رایج پرینت در پرینترهای FDM چاپ نشدن برخی از لایه ها یا اصطلاحا (layer missing) می باشد.
شرایط ایجاد شده به اینصورت می باشد که در برخی از قسمت های پرینت تعدادی لایه فضای خالی ایجاد می شود.
به این دلیل که پرینتر تعدادی از لایه ها را بدون فیلامنت رها کرده است.
هنگام پرینت ، لایههای نازکی روی لایههای زیرین قرار میگیرند. در این پروسه میزان پلاستیک استفاده شده برای چاپ، بسیار اهمیت دارد زیرا مقدار آن استحکام و تعادل بین قطعه پرینت شده را برقرار میکند.
تراز نبودن صفحه ساخت
تقریبا همه پرینتر ها دارای صفحه قابل ساخت قابل تنظیم می باشند، به این معنی که موقعیت صفحه ساخت توسط پیچ ها (خرگوشی، چرخ دندهو….) و دستگیره هایی اطراف آن تنظیم میشود. تراز کردن میز به دقت و کمی حوصله نیاز دارد، حتما در نظر داشته باشید که صفحه ساخت باید صاف و تراز باشد؛ در غیر این صورت ممکن است یک طرف به نازل نزیکتر بوده و زودتر از طرف دیگر با مواد تماس پیدا کند. در نتیجه مواد در سمت دیگر معلق در فضا اکسترود میشوند. برای داشتن لایه اولیه بی نقص با چسبندگی کافی، لازم است با دقت بسیار صفحه ساخت را تراز کنید. بسیاری از شرکت های تولیدکننده، برنامه کاربردی مربوط به تراز نمودن این صفحه را تهیه و در اختیار کاربران خود قرار میدهند. شما میتوانید از منوی Tools زیرگزینه ی Bed Leveling Wizard به آن دسترسی پیدا کنید. و بعضا گزینه auto leveling رو در ماژول پرینتر های سه بعدی قرار دارند، که با لمس کردن تعداد زیادی نقطه دقیق ترین تراز رو انجام میدن.
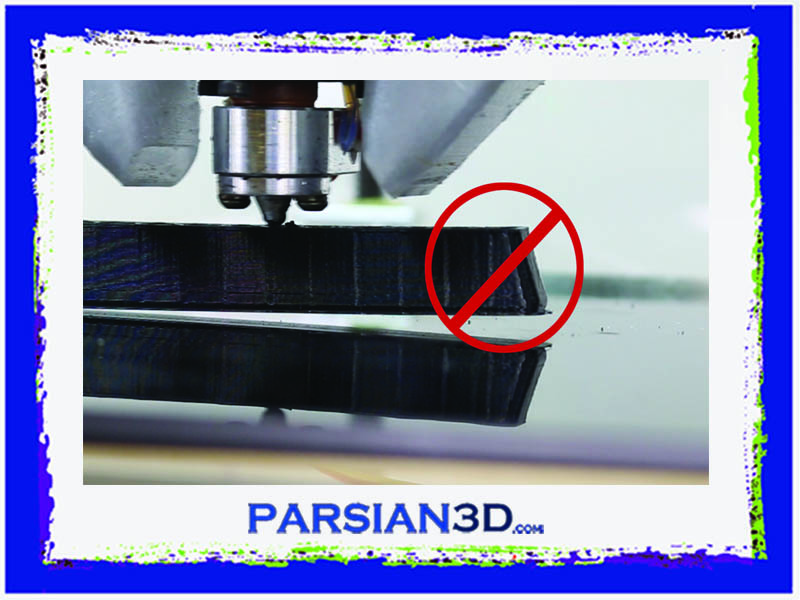
شروع اکسترود مواد از نازل در فاصله ای دور از صفحه ساخت
حتی اگر صفحه ساخت را به درستی تراز کرده اید، اما لازم است از فاصله استانداردی که نازل در آن ارتفاع شروع به اکسترود مواد می کند نیز اطمینان حاصل کنید. شما باید اکسترودر را در فاصله مناسب نه زیاد دور و نه زیاد نزدیک نسبت به صفحه تنظیم کنید. البته جهت تعیین نقطعه شروع بکار نازل به روشی آسانتر و مطمئن تر، روی “Edit Process Settings”کلیک کنید، به سربرگ G-Code رفته و مقادیری را وارد کنید . توجه داشته باشید که اینکار را با دقت بسیار و با مقادیر کم انجام دهید چرا که یک لایه از قطعه چاپی ضخامتی حدود ۰٫۲ میلیمتر دارد ، بنابراین حتی مقادیر بسیار اندک هم می تواند تاثیر بسزایی در روند پرینت ایجاد کند.
بعنوان مثال :
اگر مقدار ۰٫۰۵mm – را برای Z-axis G-Code وارد کنید، نازل ۰٫۰۵ mm به صفحه ساخت نزدیک تر می شود.
سرعت بالا در چاپ اولین لایه
همانطور که قبلا نیز ذکر شد اولین لایه در پرینت از اهمیت بسیار بالایی برخوردار است. در حالی که این لایه چاپ می شود ، چسبندگی و اتصال مواد به صفحه ساخت را مورد بررسی قرار دهید. قبل از اینکه نازل شروع به اکسترود لایه دوم کند، این لایه باید بخوبی و به طور کامل به صفحه چسبیده باشد ، چنانچه سرعت پرینت آن زیاد باشد، مواد فرصت کافی برای اتصال و چسبیدن به صفحه ساخت را نخواهند داشت. پس بهتر است چاپ لایه اول با سرعتی پایین تر نسبت به سایر لایه ها صورت پذیرد.
دما یا تنظیمات خنک کننده
مواد پلاستیکی با از دست دادن دما و سرد شدن، کمی منقبض و کوچک می شوند. برای مثال قطعه ای در حال چاپ به عرض ۱۰۰ میلیمتر از جنس ABS را در نظر بگیرید. اگر دمای اکسترود آن ۲۳۰ درجه سلسیوس باشد و مواد اولیه بر سطح خنک صفحه ساخت قرار گیرد، پلاستیک (ماده ABS ) به سرعت پس از خروج از نازل داغ، دمایش را از دست میدهد و سرد می شود. بسیاری از پرینترها مجهز به فن های خنک کننده هستند که روند خنک سازی مواد را تسریع می بخشند. اگر این قطعه ABS به اندازه ای سرد شود که به دمای اتاق (۳۰ درجه) برسد، ۱٫۵ میلیمتر از عرض ۱۰۰ میلیمتری آن کاسته میشود.
متاسفانه صفحه ساخت در دمای ثابتی قرار دارد و این امر موجب میشود که ماده پلاستیکی سرد شده و از صفحه جدا شود.
پس چنانچه لایه اول در ابتدا بخوبی به صفحه چسبید اما با پس از اندک زمانی از صفحه جدا شد علت را در کاهش دما و تنظیمات دمایی آن جستجو کنید. از سویی بسیاری از پرینترهای سه بعدی که برای پرینت موادی که برای ذوب نیازمند حرارت بسیار بالا می باشند همچون ABS، دارای یک صفحه داغ یا به اصطلاح hot bed هستند که از این مشکل جلوگیری می کند. این صفحه با حفظ میزان حرارات لازم از سرد شدن و در نتیجه انقباض و کوچک شدن لایه اول جلوگیری می کند.
به طور کلی PLA برای داشتن چسبندگی مناسب به صفحه ساخت نیازمند دمای ۳۰ -۶۰ درجه سلسیوس است، در حالی که چنانچه صفحه تا ۱۰۰ الی ۱۲۰ درجه سلسیوس گرم شده باشد ABS کارایی بهتری خواهد داشت.
شما می توانید ادر قسمت “Edit Process Settings” سربرگ Temperature به این تنظیمات بپردازید. بدین صورت که از لیست موجود در سمت چپ، صفحه ساخت گرم شده را انتخاب کنید، سپس دمای مورد نیاز برای لایه اول را اصلاح کنید. برای وارد کردن مقدار دمای مورد نظر، روی عدد موجود دوبارکلیک کنید.
لازم است برای جلوگیری از خنک شدن لایه اول، آن را غیر فعال کنید. برای اینکار به قسمت “Edit Process Settings”، سربرگ Cooling رفته و سرعت فن را تنظیم کنید. برای مثال ممکن است بخواهید فن در ابتدای کار که پرینتر لایه اول را چاپ می کند غیرفعال و در ادامه زمانی که لایه پنجم در حال چاپ است، فن با حداکثر قدرت کار کند. در این حالت شما باید دو عدد را در تنظیمات بخش Cooling تعیین کنید. بدین صورت که در برای Layer 1 عدد ۰% و برای Layer 5 عدد ۱۰۰% را وارد کنید.
نکته : اگر از ABS استفاده می کنید بهتر است فن در تمام طول مدت پرینت خاموش باشد.
نکته : اگر فضای محیط کار جایی باز بدون پوشش و سقف است، دستگاه را عایق کاری کرده یا طوری قرار دهید که در معرض وزش باد قرار نداشته باشید.
سطح صفحه ساخت ( نوار چسب، سریش و …)
میزان چسبندگی مواد اولیه نسبت به مواد مختلفی که سطح صفحه ساخت را می پوشاند مختلف است. برای مثال در بعضی از پرینترها از ورق BuildTak بر روی صفحه ساخت استفاده می شود . این ورق سازگاری بسیار خوبی با PLA دارد و چسبندگی خوبی بین آنها ایجاد می شود. برخی تولیدکنندگان از صفحات شیشه ای برای این منظور استفاده می کنند. Borosilicate glass برای کار با ABS در دمای بالا انتخاب مناسبی محسوب می شود.
نکته : توجه داشته باشید که سطح صفحه ساخت عاری از گرد و خاک، چربی و یا هر نوع ماده خارجی دیگر باشد. پاک کردن صفحه با مقداری آب و الکل تاثیر بسزایی روند چاپ خواهد داشت.
اگر در پرینتر شما از ماده خاصی برای چسبندگی بهتر صفحه ساخت استفاده نمی شود، می توانید از مواد زیر که با اکثر پرینترها سازگار هستند استفاده کنید.
چسب های نواری که به راحتی قابل استفاده، برداشتن و تعویض است. برای مثال PLA سازگاری خوبی با چسبهای آبی مخصوص پرینتر (blue painter’s tape) دارد در حالی که ABS به Kapton tape بخوبی می چسبد.
تجربه بعضی از کاربران ثابت کرده است چسب مایع ، اسپری مو و هر نوع ماده چسبناک برای این منظور قابل استفاده است.
Brim & Raft
گاهی اوقات قطعه چاپی به حدی کوچک است که سطح کافی برای چسبیدن به صفحه ساخت را ندارد.
راه کارهای مختلفی برای افزایش سطح این اتصال وجود دارد. ایجاد لبه یا به اصطلاح Brim از جمله روش هایی است که با ایجاد حلقه هایی در اطراف سطح خارجی به گسترش فضای اتصال قطعه و صفحه کمک می کند. برای اینکه درک بهتری از کارایی این گزینه داشته باشید، یک کلاه را در ذهن خود تصور کنید.همانطور که لبه کلاه باعث افزایش محیط و پیرامون کلاه می شود، Brim نیز که اطراف و دورتا دور قطعه ایجاد شد، سطح آن را گسترش میدهد.
برای استفاده از این امکان، به سربرگ Tab رفته و گزینه Use Skirt/Brim را فعال سازید.
امکان دیگری که برای رفع این مشکل پیشنهاد می کند، ایجاد Raft در زیر قطعه است. Raft باعث ایجاد سطحی وسیعتر برای اتصال با صفحه ساخت می شود. در ادامه به طور مفصل این موضوع خواهیم پرداخت.
