سبد خرید خالی است.
بازگشت به فروشگاه

همان طور که می دانید قطعات پرینت شده ، به صورت لایه به لایه شکل میگیرند و همیشه لازم است لایه ای قبل از لایه جدید قرار گرفته باشد، هز زمان که لایه قبلی قادر به نگه داشتن لایه بعدی نباشد، ما نیازمند به استفاده از یک تکیه گاه موقت هستیم که اصطلاحا به آن ساپورت گفته می شود.
در این مقاله با نقش ساپورت در پرینت سه بعدی و کاربردهای آن آشنا می شویم. همچنین در این مقاله بررسی می کنیم که چه زمانی ساپورت ها در پرینت سه بعدی مورد نیاز هستند و تاثیر آنها بر روی کیفیت و قیمت قطعات پرینت شده به چه میزان خواهد بود.
مهم ترین عوامل موثر در تشخیص نیاز یا عدم نیاز به ساپورت گزاری در پرینت سه بعدی شامل موارد زیر است:
1- تکنولوژی چاپ سه بعدی
2-پیچیدگی مدل
با توجه به نوع تکنولوژی به کار رفته برای پرینت سه بعدی ، استفاده یا عدم استفاده و همچنین نحوه به کار گیری تکیه گاه های ساپورت مورد بحث قرار می گیرد. در تکنولوژی هایی مانند FDM و DLP استفاده از ساپورت لازم است.
مقاله پبشنهادی
ساپورت ها در پرینت سه بعدی تکنولوژی FDM
در پرینت سه بعدی به روش FDM، مواد پلاستیکی ذوب شده در یک مسیر مشخص بر روی صفحه دستگاه اکسترود می شود. پس از اکسترود شده مواد ، این مواد خنک گردیده و تشکیل یک سطح جامد را می دهد که پایه و اساسی برای تشکیل لایه بعدی را فراهم می کند. این لایه ها به ترتیب تکرار می شوند تا تشکیل یک سطح جامد را بدهند.
چه زمانی در پرینت سه بعدی تکنولوژی FDM باید از ساپورت استفاده کرد؟
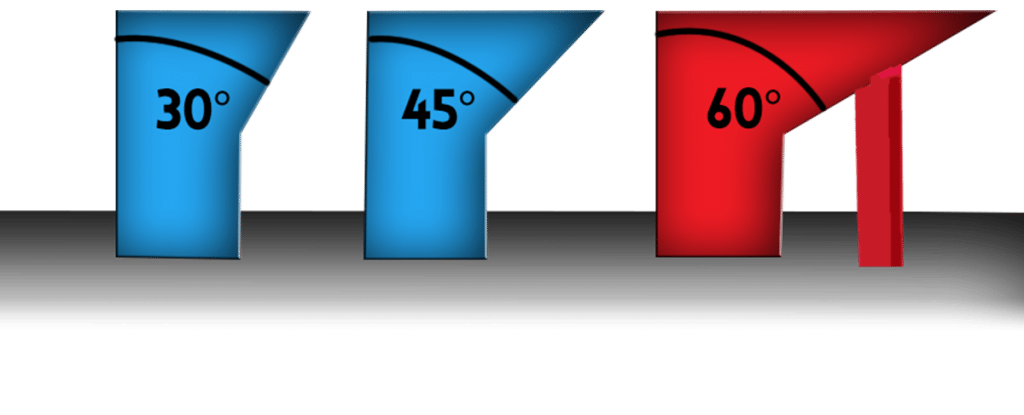
در پرینت سه بعدی FDM، هر لایه به عنوان مجموعه ای از رشته های گرم که به موضوعات زیر و اطراف آن چسبیده است چاپ می شود. هر رشته نسبت به رشته های قبلی ذره ای بسط داده می شود، که این موضوع اجازه می دهد مدل هایی با زوایه ای تا 45 درجه ساخته گردد. وقتی جسمی برآمدگی هایی با زوایای بیشتر از 45 درجه دارد، ساخت قطعه نیازمند ساپورت بوده تا لایه قبلی را نگه دارد و از ریختن پلاستیک جلوگیری کند.
Bridge و ساپورت ها در پرینت سه بعدی
مواد داغ می توانند فاصله بین دو نقطه را در روش شناخته شده ای به نام Bridge پر کنند. Bridgeها اجازه می دهند مواد بدون ساپورت و با حداقل میزان خم شدگی چاپ شوند. به طور کلی اگر Bridge بیش از 5 میلیمتر طول داشته باشد، برای رسیدن به یک کیفیت سطح مطلوب ساپورت موردنیاز است.
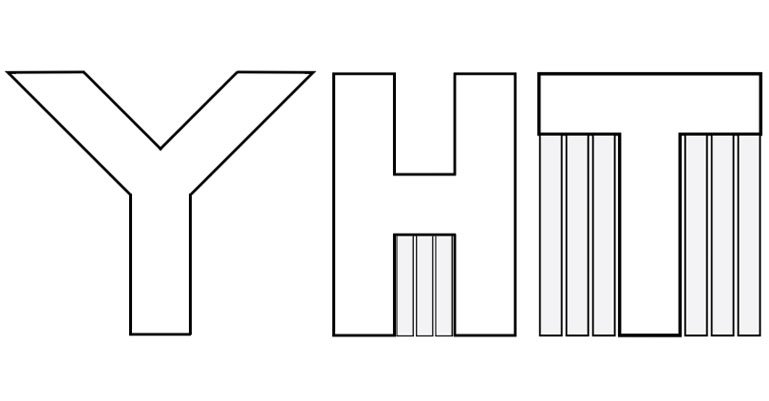
به منظور آشنایی بهتر با مفهوم ساپورت سه حرف H,Y,T را در نظر بگیرید.
بازوهای حرف Y را به راحتی می توان چاپ نمود، حتی اگر بازوهای Y بسیار کشیده و بلند باشند، چون آن ها در زاویه 45 درجه یا کمتر اکسترود شده و نیازی به ساپورت ندارند.
حرف H کمی پیچیده تر است اما اگر Bridge مرکزی آن زیر 5 میلی متر باشد می توان آن را بدون هیچ گونه ساپورت و هیچ گونه خمشی چاپ نمود، اما در موارد بیشتر از 5 میلیمتر ساپورت موردنیاز می باشد و در صورت عدم ساپورت گذاری ماده دچار ریزش می شود.
حرف T برای بازوها نیاز به ساپورت داشته و در صورت عدم وجود ساپورت مواد ریزش می کنند.
در تصویر زیر ، نمونه پرینت شده این سه مدل با اعمال ساپورت مشاهده می شود.

در تصویر زیر از ساپورت استفاده نشده است و مشاهده می شود که برای حرف T ریزش رخ داده است.

1- با قرار دادن ساپورت برای قطعات FDM لازم است عملیات پرداخت پس از پرینت سه بعدی بر روی قطعه انجام شود که این امر باعث آسیب رسیدن به سطحی که در تماس با ساپورت است می شود.
2- ساپورت ها دارای ثبات کمتری نسبت به لایه های جامد دیگر می باشند، که این امر باعث می شود لایه ی پرینت شده بر روی ساپورت، کیفیت کمتری داشته باشد.
3- جدا کردن ساپورت ها از قطعات کوچک بسیار مشکل بوده و آسیب نزدن به قطعات در حین عملیات جداسازی ساپورت ها بسیار مشکل است.
4- ساپورت گذاری همیشه مستلزم استفاده از مواد اضافی و در نتیجه بالا رفتن هزینه های مربوطه می باشد، همچنین اضافه کردن پروسه ای جهت جدا کردن ساپورت ها الزامی بوده، که منتج به افزایش زمان تولید و بالا رفتن هزینه های کل می باشد.
چه مقدار ساپورت در تکنولوژی FDM موردنیاز است؟
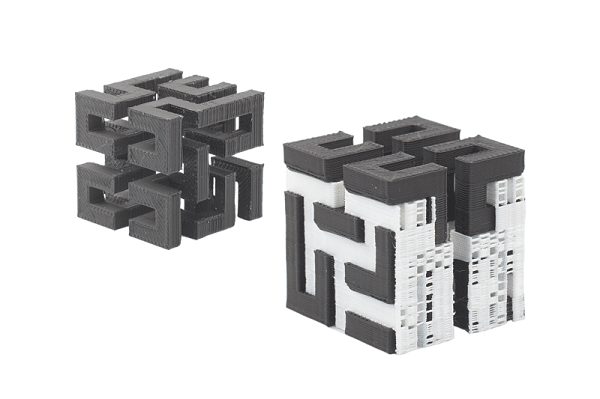
قرار دادن ساپورت به میزان کم اما در مکان درست باعث می شود قطعه به درستی چاپ شود. قطعه زیر یک نمونه خوب برای چاپ درست با استفاده از ساپورت کم می باشد.

شکل های مختلف قرار دادن ساپورت ها در روش FDM
به طور کلی در روش FDM از دو نوع ساپورت استفاده می کنند.
1- نوع آکاردئونی
2- نوع درختی
نوع اول یک حالت آکاردئونی مسطح یا شبکه بندی شده است که مناسب ترین حالت برای خدمات پرینتر سه بعدی می باشد و نوع دیگر درخت مانند است که توسط برخی از چاپگرهای دیگر استفاده می گردد. روش درختی کاربرد کمی داشته اما به دلیل سطح تماس بیشتری که با قطعه کار دارد، باعث کیفیت سطح بالاتر و عملیات پس از تولید مناسب تر می گردد.
در چاپگرهای ظریف با دو نازل چاپی از مواد قابل حل شدن برای ساپورت استفاده می کنند.
این مواد به راحتی در آب حل می شوند و برای برداشتن آن ها لازم است در آب قرار بگیرند. در تمامی دستگاه های FDM صنعتی از مواد حلال در آب PVA استفاده می گردد.
پلی وینیل الکل یا polyvinyl alcohol با نام اختصاری PVA پلیمری سنتزی و محلول در آب است که در صنایع بسته بندی مواد غذایی ، تولید دارو ، چسب ، مواد آرایشی بهداشتی کاربردهای فراوانی دارد.
شکل ساپورت ها در پرینت سه بعدی تکنولوژی SLA و DLP
تکنولوژی های استریولیتوگرافی SLA و پردازش نور دیجیتال DLP قطعات را از طریق تابش نور به مایع (فتوپلیمر)، به وسیله یک منبع نور ایجاد می کنند.
مواد مورد استفاده در تکنولوژی های SLA و DLP پلیمرهای حساس به نور (رزین) هستند که در قالب مایع قرار می گیرند و توسط فرآیند پلیمریزاسیون تبدیل به جسم جامد می شوند.

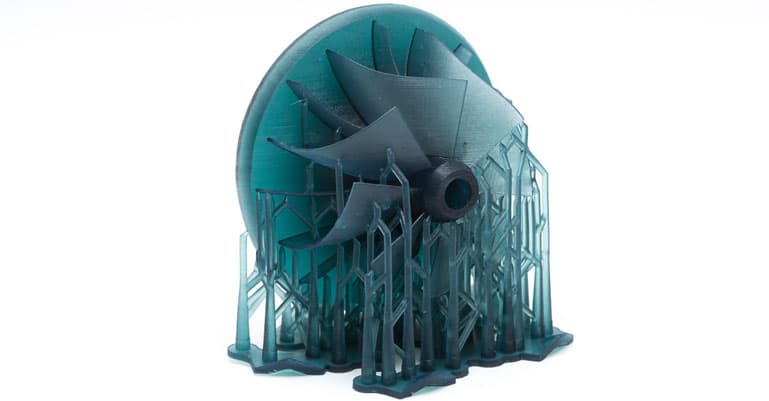
تمامی چاپگرهای SLA و DLP برای اطمینان از چسبیدن قطعه به صفحه دستگاه و برای اینکه قطعه در محفظه شناور نباشد، به ساپورت نیاز دارند. SLA و DLP از دقیق ترین تکنولوژی ها هستند، که قادر به چاپ کوچکترین و پیچیده ترین اشیا با جزئیات دقیق هستند.
در تکنولوژی های SLA و DLP ساپورت ها بر روی سطح پایانی قطعه کار تاثیر گذاشته، به دلیل آنکه پس از ساخت قطعه نیاز به عملیات جداسازی ساپورت ها است.
روش جداکردن ساپورت ها در تکنولوژی های SLA و DLP
به منظور جدا کردن ساپورت ها در پرینترهای سه بعدی DLP و SLA از الکل ایزوپروپیل برای شستشوی رزین از قسمت های تکمیل شده کار استفاده می شود.
ساپورت ها می توانند از طریق دست شکسته شود یا به وسیله انبردست از سطح قطعه تمام شده جدا گردند. پس از جدا کردن ساپورت ها، برای از بین بردن جای ساپورت ها ار روی قطعه، نیاز به عملیات سنباده زنی است.
نکات مهم در هنگام طراحی ساپورت ها در تکنولوژی SLA و DLP
در پرینت سه بعدی تکنولوژی SLA و DLP جهتی که قطعه را پرینت می گیریم، نقش بسیار مهمی در میزان و نوع ساپورت ها بازی می کند. با تغییر جهت قطعه، میزان ساپورت موردنیاز و در نتیجه هزینه قطعه تمام شده را می توان به شدت کاهش داد.
همچنین جهتی که قطعه را پرینت می گیریم، محلی که ساپورت باید در آن قسمت قرار بگیرد را مشخص می کند. اگر ظاهر قسمتی از قطعه برای ما اهمیت دارد، جهت پرینت قطعه و ساپورت ها را طوری تعیین می نماییم که هیچ تماسی با آن قسمت نداشته باشد.
برای چاپ قطعات پیچیده با مقدار زیادی از جزئیات و پیچیدگی ها، تقسیم چاپ به بخش های جداگانه و سپس جمع آوری آنها با هم (چسباندن آن ها از طریق اتصالات محکم و مقاوم در برابر ضربات) می تواند کیفیت چاپ و ظاهر قطعات را بهبود بخشد.
تکنولوژی های جدید در پرینتر سه بعدی همانند Polyjet شبیه به پرینترهای دو بعدی چاپ جوهر عمل می کنند، با این تفاوت که به جای پرینت جوهر بر روی کاغذ، فتوپلیمر مایع را روی یک سینی ساخته و فورا با استفاده از نور UV آن را سفت می کنند.
این تکنولوژی در تمامی موارد بدون در نظر گرفتن جهت ریختن قطعات به ساپورت نیاز دارد. ساپورت ها محلول در آب هستند، یا در طی عملیات پس از تولید با استفاده از روش های واترجت، حمام اولتراسونیک و ماسه شویی حذف می شوند.
در این تکنولوژی بر خلاف تکنولوژی FDM، ساپورت ها به هیچ وجه به ظاهر، کیفیت سطح یا ویژگی های فنی قطعات چاپ شده آسیب نمی رساند. بعد از عملیات پس از تولید مناسب، تشخیص قطعاتی چاپی با ساپورت از کل قطعات تقریبا غیرممکن است.
نکات مهم در طراحی ساپورت ها در تکنولوژی Materal jetting
توصیه می شود در عملیات پس از تولید ، از ابزارهای قدرتمند همچون (واتر جت، سندپلاست) استفاده گردد. قطعات و مدل های پیچیده ممکن است آسیب دیده یا خم شوند، به همین دلیل باید در مورد قواعد این تکنولوژی اطلاعات کاملی داشته باشید.
در تکنولوژی SLS نیازی به ساپورت نیست ، زیرا زمانی که قطعه در حال ساخته شدن به صورت لایه به لایه است، پودر خود به عنوان ساپورت عمل می نماید.
عدم نیاز به ساپورت در تکنولوژی SLS باعث آزادی کامل در طراحی شده، اما هزینه و زمان چاپ برای قطعه را افزایش می دهد، SLS نیاز به زمان زیادی جهت ساخت قطعه، خنک کردن، تمیز کردن و یک پروسه چند مرحله ای جهت عملیات پس از تولید شامل حذف پودر توسط تفنگ هوا است.
فن آوری چاپ سه بعدی فلزات در تمامی موارد از ساپورت استفاده می کند تا مدل ها را بر روی صفحه ساخت ثابت نگه دارد. اما زاویه های بیشتر از 35 درجه را می توان بدون ساپورت ایجاد نمود.
زمانی که از ساپورت استفاده می کنید باید به این مورد فکر کنید که دسترسی به آن ها آسان باشد و در هنگام عملیات پس از تولید به راحتی بتوان آن ها را جدا نمود.
استفاده از ساپورت ها بر کیفیت چاپ به هیچ وجه تاثیر نمی گذارد و با عملیات پس از تولید مناسب، تمامی علائم را می توان از مدل چاپی حذف نمود.
بررسی کلی ار نظر نیاز به ساپورت در خدمات پرینت سه بعدی با تکنولوژی های مختلف
| تکنولوژی موردنظر
|
احتیاج به ساپورت |
| FDM
|
به مشخصات هندسی مدل بستگی دارد |
| SLA & DLP
|
در بیشتر مواقع موردنیاز است |
| Material jetting
|
همیشه، اما حل شونده می باشد |
| SLS
|
هرگز |
| Binder jetting
|
هرگز |
| چاپ سه بعدی فلزات | در بیشتر مواقع موردنیاز است
|

