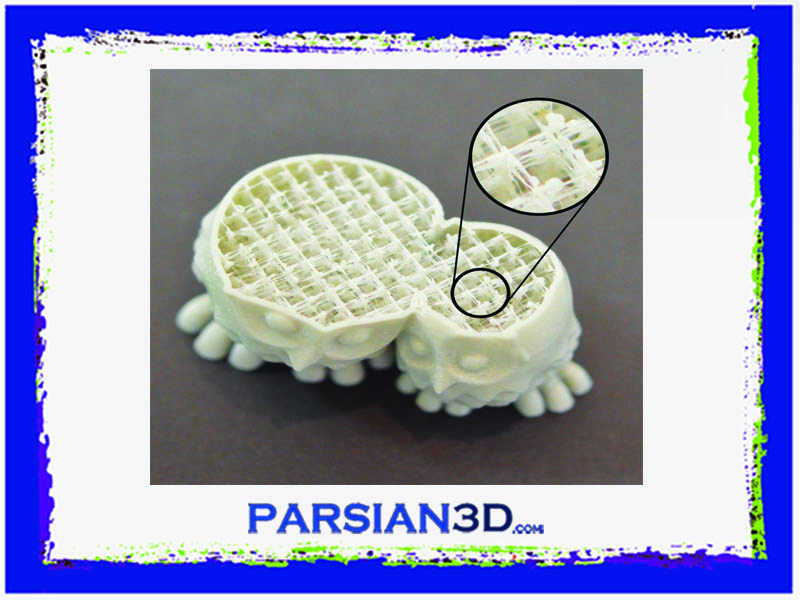
در حین چاپ سه بعدی با بیشتر در زمانی که چاپ به پایان رسیده است . اگر دقت کنیم ساختار داخلی یا پرشوندگی به خوبی انجام نشده ، و حالت شکننده دارد.
علت :
یکی از مهمترین علت های خراب شده پرشوندگی در نرم افزار اسلایسر است که برش به درستی انجام نشده است
و علت دیگر به گرفتگی نازل مربوط میشود که باید حتما قبل و بعد از اتمام کار حتما چک شود
راه حل:
حالت اول :
ضریب پرشوندگی چک شود ، در نرم افزار اسلایسر تراکم بافت داخلی رو میتوان مشاهده کرد . به طور پیش فرض مقدار 20 درصد پرشوندگی مناسب است .
حالت دوم :
سرعت تراکم پرشوندگی پرینت سه بعدی :
میزان سرعت که باید پرینتر سه بعدی ساختار داخلی رو تکمیل کند تاثیر به سزایی در کیفیت چاپ آن دارد
در پرینتر های معمولی بهتر است که سرعت چاپ ساختار پرشونده پایین آید که کیفیت چاپ بهتری ارائه شود
حالت سوم:
تغییر الگوی ساختار داخلی پرینتر سه بعدی :
در نرم افزار اسلایسر میتوانید از سه الگو اصلی استفاده کنید ، GRID , TRIANGLE, HONEYCOMB و ….. و با سعی و خطا بهترین مدل رو برای خودتون پیدا کنید
نازل پرینتر سه بعدی بررسی شود:
گاهی اوقات تکه های فیلامنت تمام شده قبلی به علل حرارت نامناسب و … در سر نازل باقی می ماند که باعث میشود مدل جدید حین چاپ ساختار داخلی باکیفیتی نداشته باشد. گرفتگی جزیی نازل معمولا هیچ تاثیر واضحی در لایه های ضخیمتر بیرونی طرح نمیگذارد و تنها بافت متراکم داخلی را تحت الشعاع قرار میدهد؛ زیرا جریان ارسال فیلامنت در لایه گذاری داخلی کمتر از بافت خارجی است.