فهرست مطالب
معرفی :
طرز کار :
متریال :
مزایا :
اطلاعات :
معایب :

فهرست مطالب
معرفی :
پرینتر سه بعدی EBM:
نوع دیگری از ساخت افزایشی برای قطعات فلزی است که در ابتدای قرن حاظر توسط Arcam AB ساخته شد. در این روش نیز همانند SLM ماده اولیه به صورت پودر می باشد. تفاوت اصلی این دو روش در این است که SLM از پرتو لیزر قدرتمند به عنوان منبع انرژی استفاده می کند، این در حالی است که EBM از یک پرتو الکترون استفاده می کند. ماده مورد استفاده در EBM، پودر فلزی است که در اثر تابش پرتو الکترونی که توسط کامپیوتر کنترل می شود، ذوب شده و لایه به لایه تا تشکیل نهایی قطعه ادامه می یابد. بر خلاف SLS، در EBM پودر فلزی به طور کامل ذوب می شود. این روند معمولا در دماهای بالا تا ۱۰۰۰ درجه سانتیگراد انجام می شود. در مقایسه با SLM این روش نسبتا کند و گران است. دسترسی محدود به مواد از دیگر معایب این روش است.
طرز کار پرینتر 3 بعدی EBM :

فرآیند Electron Beam Melting (پرینتر سه بعدی EBM) بر پایه نیروی الکتریکی است، بنابراین متریال مورد استفاده باید حتما رسانا باشند. در غیر اینصورت، هیچ گونه کنش و واکنشی بین پرتو الکترون و پودر اتفاق نمی افتد. در نتیجه تولید قطعات پلیمری یا سرامیکی به وسیله پرتو الکترون از لحاظ فنی غیر ممکن است.
با این حال، دستگاه های شرکت Arcam از متریال عموما از تیتانیوم و آلیاژهای کروم کبالت تشکیل شده اند.
این فرآیند امروزه برای تولید فلزات مقاوم و واکنش پذیر مانند تیتانیوم، زیرکونیوم، تانتالیوم، نایوبیوم، مولیبدن، تنگستن، وانادیوم، هافنیوم و آلیاژهای آنها استفاده می شود. این تکنولوژی نقش مهمی در تولید مواد خام اشباع شده و آلیاژهای الکترونیکی و بازیافت ضایعات تیتانیوم دارد.
در حال حاضر مواد مورد استفاده این روش، تیتانیوم تجاری، Inconel 718 و Inconel 625 است. کاربرد EBM عمدتا در ایمپلنت های پزشکی و صنعت هوافضا می باشد.

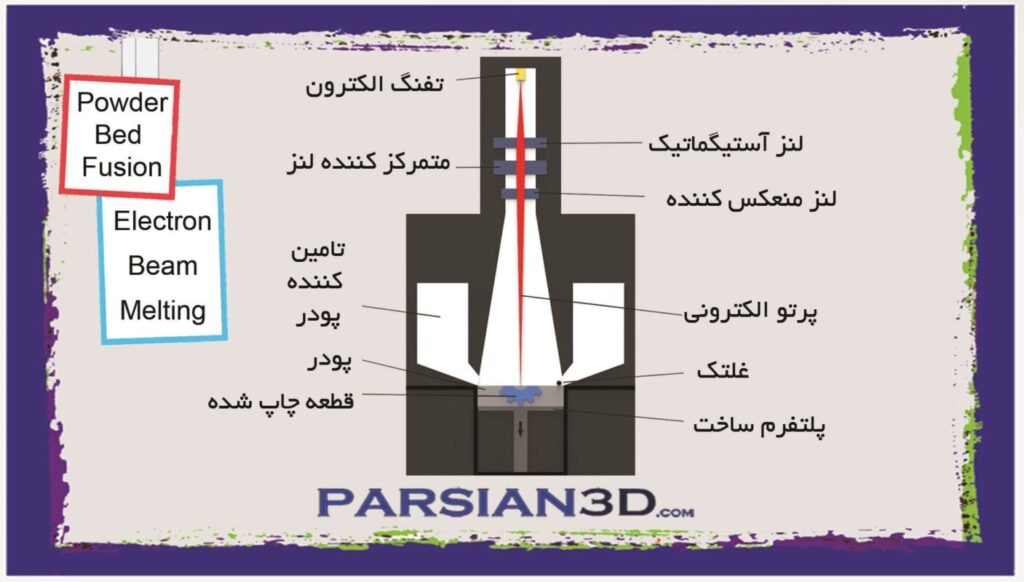
اجزای یک دستگاه پرینتر سه بعدی EBM:
اطلاعات مفید :
حوزه های کاربردی فناوری :
تولید سری قطعات کوچک که همه یک شکل باشند (ممکن است پرداخت نهایی برای دستیابی به تلورنس و سطح نهایی بهتر لازم باشد)
نمونه سازی برای آزمایش در مورد شکل و اندازه و آزمایش های کاربردی
قطعات ساپورت (هدایت کننده، ثابت کننده، نگهدارنده) مستقیما توسط EBM تولید می شوند.
کاربردهای پرینتر سه بعدی EBM الکترونی
صنایع نظامی
صنایع نظامی دقیق و دارای قطعات پیچیده اند. این ویژگی ها پرینتر سهبعدی را به یکی از دستگاه های اصلی مجموعه های تحقیقات و تولیدات نظامی تبدیل کرده است.
صنایع فضایی
صنعت هوافضا یک بازار بزرگ و متنوع با برنامه های کاربردی برای EBM است. در واقع اقشاری همانند هواپیماهای تجاری و نظامی، کاربردهای فضایی، موشک ها و زیر سیستم های مختلف مانند موتور و لوازم جانبی آنها همه از کاربردهای سیستم EBM است.
ساخت قطعات دقیق از ملزومات صنایع فضایی است. اخیراً به گفته ناسا با ساخت راکت های یکپارچه به وسیله سازمان GPI برای هر پیشرانه موشک که قبلا از 1900 قطعه استفاده می شد فقط از سه قطعه کلی و یکپارچه استفاده شده است. بنا به توضیحات اضافه شده از سوی ناسا GPI اعلام داشته با تکنیک چاپگرهای سهبعدی EBM GPI قادر به ساخت پیشرانه های موشک سه تکه شده است که از نظر مصرف سوخت بهینه-تر، از نظر نیروی پیشرانش قوی تر و از نظر وزنی از نمونه های قبلی سبک تر هستند.
در ادامه، شرکت ایرباس نیز از یک فلز با ساختار بسیار سبک رونمایی کرده و اشاره داشته که این حجم از فلز 99% فضای خالی است و از طریق چاپگرهای سهبعدی فلز ساخته شده است.
ایرباس قصد دارد از فناوری های چاپ سهبعدی EBM در ساخت قطعات اصلی هواپیماهای خود استقبال کند.
خودرو
صنایع خودروسازی نیاز به مدل سازی پیچیده دارد. با روش EBM می توان بخش های زیادی از اجزاء پیشرانه های دورن سوز را تولید و نمونه سازی اولیه کرد.
پزشکی
قطعات بدن از جمله استخوان ها برای هر انسان متفاوت است.
امروزه توسط دستگاه های MRI نسخه های سهبعدی از جمجمه و استخوان ها نقشه برداری می شوند، پرینترهای EBM قادر به تولید قطعاتی چون استخوان های مصنوعی، از انواع آلیاژهای مختلف تیتانیوم و غیره هستند. در اینجا با استفاده از چاپگرهای EBM اسکلت بدن متناسب با هر عضو طراحی شده و مدلسازی می گردد.
این کاربرد پرینتر سهبعدی نیاز به دقت و امنیت بالا از دانسیته قطعه یا محصول تولید شده از نظر بهداشتی دارد.
تولید قطعات فلزی پاک از نقاط قوت تکنولوژی EBM نسبت به SLM DMLS است.
مشخصات و محدودیت ها:
حداکثر حجم ساخت: 350x350x380 میلیمتر مکعب
حداقل اندازه ابعاد: 1 میلیمتر
تلورانس معمول: +/- 0.2 میلیمتر (از طریق ماشینکاری می تواند بهبود پیدا کند)
حداقل ضخامت لایه: 0.05 میلیمتر
سطح نهایی معمول: 3 – 25.4 microns RA (به وسیله پرداخت نهایی می تواند بهبود پیدا کند)
تراکم: تا 99.9 درصد
البته مشخصات به صورت نمونه ذکر شده است زیرا نسبت به مدل دستگاه ها کمی تفاوت وجود دارد.
نکته: تکنولوژی EBM همانند دیگر پلتفرمهای چاپگرهای سه بعدی فلزی به جهت مسائل تحریم، هزینه بالا و عدم پشتیبانی فنی در ایران مرسوم نشده اند.
فرآیند پس از چاپ:
زمانی که پرینت به پایان می رسد، باید قطعه پرینت شده را از بستر فلزی جدا کرد. این کار باید با ظرافت انجام شود. سپس، تمام پودرهای اضافی باید توسط یک پودر یا یک برس برداشته شوند. اگر از ساپورت استفاده شده باشد آنها نیز باید جدا شوند. این کار با جداسازی ساپورت در FDM یا SLA فرق می کند
زیرا در این مورد ساپورت ها فلزی و محکم هستند و نمی توان آنها را با دست جدا کرد. در واقع آنها باید شکسته شوند. در برخی موارد، پرداخت حرارتی پس از تولید برای رها سازی فشار حاصل از پرینت لازم است.
نکته: زمانی که برای ساخت به روش EBM برنامه ریزی میکنید، باید تلورانس، سطح نهایی و برآمدگی ها را در نظر داشته باشید. پس از پایان تولید، اغلب قطعات به پرداخت حرارتی نیاز دارند و ساپورت ها نیز باید جدا شوند. پرداخت نهایی روی قطعات تولید شده با EBM را می توان همانند قطعات جوشکاری انجام داد.
مزایی پرینتر 3 بعدی EBM به شرح زیر می باشد:
استفاده مجدد از پسماند :
پس از پایان پرینت، اکثر پودرهای اضافی را می توان فورا دوباره استفاده کرد. این قضیه برای تولید کنندگان بسیار ارزشمند است، خصوصا در صنایع هوانوردی که اغلب تنها ۲۰ درصد از متریال در ساخت نهایی قطعه استفاده می شوند و باقی آنها جدا شده و به بازیافت منتقل می شوند.
سرعت تولید:
پرتو الکترونی می تواند به صورت همزمان به چند مکان جداگانه حرارت دهد، این امر باعث می شود که سرعت فرآیند تولید به طرز چشمگیری افزایش یابد.
گرم کردن پودر قبل از ذوب شدن باعث می شود که تغییر شکل و دگردیسی محدود شود و این باعث کاهش نیاز به تقویت و استفاده از ساپورت می شود.
فرآیند EBM در خلاء و در دمای بالا انجام می شود و در نتیجه اجزای تولید شده نسبت به تولیدات ریخته گری، از تنش و فشار آزاد هستند و نیز دارای خواص بهتری می باشند. بر خلاف برخی از تکنیک های ذوب فلز، قطعات تولید شده در EBM بسیار متراکم و به شدت محکم هستند.
در مقایسه با چاپ با استفاده از لیزر ، قطعاتی که با این روش چاپ می شوند ، استرس گرمایی کمتری را تجربه می کنند و به همین علت به سازه های ساپورت کمتری نسبت به فلز نیازمندند. در نتیجه چاپ با تکنیک EBM به زمان کمتری نسبت به چاپ با استفاده لیزر نیازمند می باشد.
معایب پرینتر EBM به شرح زیر می باشد:
معایب :
بر خلاف SLS، در EBM پودر فلزی بهطور کامل ذوب میشود. این روند معمولاً در دماهای بالا تا ۱۰۰۰ درجه سانتیگراد انجام میشود.
در مقایسه با SLM این روش نسبتاً کند و گران است.
دسترسی محدود به مواد از دیگر معایب این روش است.
روند کار:
در سطح پودر، پرتو الکترونی کمی عریض تر از پرتو لیزری است، بنابراین نمی تواند به دقت مشابه با لیزر دست پیدا کند.
قیمت بالا در تولید
هم پرینتر سه بعدی مخصوص و هم متریال آن گرانتر از تکنیکهای لیزری هستند و در نتیجه EBM تنها برای پرینت سه بعدی صنعتی خاص مناسب است.
پرینتر سه بعدی EBM از انرژی کمتری استفاده می کند و سرعت بیشتری نسبت به تکنولوژی های دیگر پرینت سه بعدی فلز دارد
قطعاتی که با این تکنیک چاپ می شوند معمولا به عملیات زیادی در مرحله پس پردازش (این عملیات پس از اتمام چاپ قطعه مورد نظر شروع می شود و هدف آن بیشتر تمیز کاری و حذف بخش های اضافی قطعه می باشد.) نیازمند ، در مقایسه با تکنیک لیزر قطعات بدست آمده از کیفیت سطح خوبی برخوردار نیستند.
