سبد خرید خالی است.
بازگشت به فروشگاه


SLS یا Selective Laser Sintering یکی از فناوریهای پیشرفته چاپ سهبعدی است که به فارسی میتوان آن را “تفجوشی لیزری انتخابی” نامید. در این روش، قطعات بهصورت لایهلایه و با استفاده از پودر مخصوص و تابش لیزر ساخته میشوند.
این روش ساخت ، در قیاس با روش های دیگر ساخت افزایشی ، دارای پیچیدگی بیشتر و دقت بلاتری است و فرآیند تولید آن متفاوت از سایر روش های مرسوم است.
در ادامه با سازوکار این فناوری بیشتر آشنا میشویم:
در پرینترهای سهبعدی مبتنی بر تکنولوژی SLS، ماده اولیه بهصورت پودر بوده و تولید قطعه از طریق تابش لیزر انجام میشود. لیزر بهطور انتخابی نواحی مشخصی از پودر را ذوب کرده و پس از انجماد، لایهای جامد شکل میگیرد. این فرآیند بهصورت تکراری و لایهبهلایه ادامه مییابد تا مدل نهایی ایجاد شود.
در واقع در این روش ، قطعه در یک محدوده مملو از پودر شکل میگیرد. انیمیشن زیر ، نمایش دهنده روش این فرایند است.
این دستگاهها معمولاً دارای دو سینی ساخت هستند که اصطلاحاً «پیستون» نام دارند. با شروع فرآیند چاپ، لیزر لایهی اول قطعه را روی سطح پودر تابانده و آن را ذوب میکند. پس از خنک شدن، سینی ساخت کمی پایین میرود و سینی پودر بالا آمده تا با کمک یک غلتک، لایه جدیدی از پودر روی سطح قبلی قرار گیرد. با تکرار این چرخه، قطعه بهتدریج شکل گرفته و ساخت آن کامل میشود.

نمونه های ساخته شده با پرینتر SLS
همان طور که به آن اشاره شد ، در روش ساخت قطعه با پرینتر SLS ، با تابش نور لیزر در یک محدوده پرشده توسط پودر ، قطعه لایه به لایه شکل میگیرد و نهایی می شود.
به دلیل روش ساخت خاص تکنولوژی SLS ، قطعات بدون ساپورت ساخته می شوند که این یک مزیت بزرگ در مقایسه با سایر روش های تولید مانند SLA و FDM است.
شکل زیر نمونه ای از پرینت سه بعدی به روش SLS را نشان می دهد.

روش کار پرینتر SLS به شرح زیر می باشد:
1- در ابتدا مخزن پودر و محفظه ساخت تا مرز دمای ذوب پلیمر مورد نظر گرم شده و تیغه پوشش دهی، یک لایه نازک پودر را روی پلتفرم ساخت پخش می کند.
2- در مرحله بعد یک لیزر CO2 روی سطح مقطع مدل در لایه اول حرکت می کند و با ذوب انتخابی ذرات پودر لایه اول به طور یکپارچه شکل می گیرد و ذرات پودر به یکدیگر متصل می شوند.
3- پس از شکل گیری کامل لایه، پلتفرم (سینی) ساخت یک لایه پایین رفته و تیغه پوشش دهی دوباره پودر را روی سطح پخش می کند. این پروسه تا شکل گیری کامل قطعه تکرار می شود.
4- پس از پروسه پرینت سه بعدی، قطعات کاملا مدفون در پودر هستند. خنک شدن آرام مخزن پودر پیش از بیرون آوردن قطعات یک امر ضروری است.
5- رساندن دمای مخزن به دمای اتاق می تواند تا ۱۲ ساعت به طول بینجامد. سپس قطعات با فشار هوا یا دیگر ابزار فضار قوی پودرزدایی می شوند و عملیات دیگر پرداخت روی آنها انجام شده تا قابل استفاده شوند.
در پرینتر سه بعدی SLS از چه متریالی استفاده می شود ؟
فرآیند Selective Laser Sintering توسط شرکت 3DSYSTEMS به دنیا معرفی شد که در این تکنولوژی پرینت سه بعدی به جای رزین از مواد پودری مختلف برای ساخت قطعات استفاده میشود.
پر استفاده ترین ماده اولیه پرینتر سه بعدی پودری، متریال نایلون PA12 یا پلی آمید ۱۲ است.
این ماده به نوعی رایج ترین متریال به کار گرفته شده در پرینترهای SLS به شمار می رود که علاوه بر رواج بیشتر نسبت به مواد دیگر ، از کیفیت خوب و قابل قبولی هم برخوردار است.
مواد مهندسی دیگری نیز مانند PA11 و PEEK قابل استفاده در این پرینتر های سه بعدی هستند اما به اندازه PA12 پرکاربرد نیستند.
پودر پلی آمید می تواند با افزودنی های مختلفی (مانند فیبر کربن، فایبرگلاس یا آلومینیوم) ترکیب شود تا رفتار مکانیکی و گرمایی قطعه تولید شده با Selective Laser Sintering بهبود یابد.
تیوان R230 با بهره گیری از توانایی لیزر پر قدرت، قابلیت جوش پودر انواع پلیمر را داشته و قطعات پلیمری پیچیده را در کم ترین زمان و مقرون به صرفه تولید می کند. این دستگاه به دلیل استفاده از پودر پلی آمید، قطعاتی با خواص مکانیکی بالا، با دوام، مقاوم در برابر حرارت و مواد شیمیایی و مناسب برای تست های فانکشنال و عملکردی تولید می کند که حتی از این قطعات می توان به عنوان قطعه نهایی نیز استفاده کرد.

پرینتر سه بعدی SLS ساختاری همانند شکل زیر دارد.
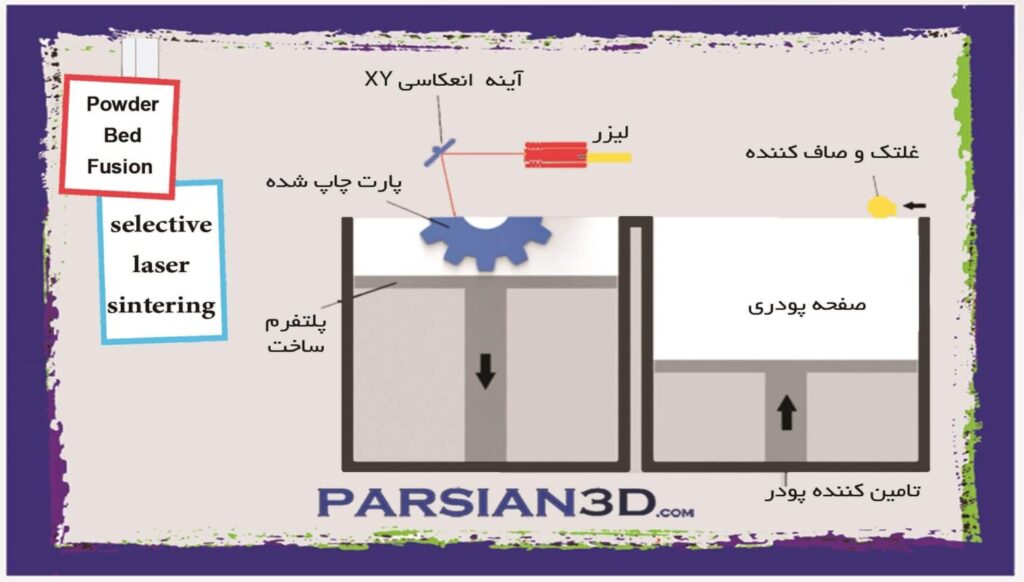
در فناوری چاپ سهبعدی Selective Laser Sintering (SLS)، ذرات پودر مطابق با برشهای مقطعی مدل، توسط پرتو لیزر CO₂ بهصورت انتخابی به یکدیگر جوش داده میشوند و به این ترتیب لایههای متوالی شکل میگیرند. این تکنولوژی که یکی از قدیمیترین روشهای تولید افزایشی به شمار میرود، کاربردهای گستردهای را در بر میگیرد.
فرایند ساخت در SLS از جهاتی مشابه تکنولوژی SLA است، با این تفاوت که بهجای رزین، از پودرهای قابل جوش با جنسهای متنوع استفاده میشود؛ از جمله ترموپلاستیکها، فلزات و سرامیکها. همین ویژگیها، SLS را به فناوریای منحصربهفرد در میان دیگر روشهای چاپ سهبعدی تبدیل کرده است.
کاربردهای این روش عبارتند از:
پرینت سه بعدی SLS ، مانند همه روش های ساخت افزایشی رایج و مرسوم ، دارای ویژگی های مثبت و منفی است که در ادامه به بررسی مزایا و معایب آن خواهیم پرداخت.