سبد خرید خالی است.
بازگشت به فروشگاه

پرینت سهبعدی یکی از جذابترین و پیشرفتهترین فناوریهای امروزی است که امکان تبدیل طرحهای دیجیتال به اشیای واقعی را فراهم میکند. اما برای آنکه چاپ سهبعدی نتیجهای دقیق، تمیز و مقرونبهصرفه داشته باشد، لازم است قبل از سفارش، فایل خود را بهدرستی آماده و بهینه کنید. بسیاری از خطاهای چاپ، از مدلهای ناقص یا تنظیمات نادرست در فایل طراحی ناشی میشوند. در این مطلب، بهصورت گامبهگام توضیح داده میشود که چگونه فایل سهبعدی خود را آماده کنید تا در فرآیند چاپ، بهترین نتیجه را بگیرید.
بهینهسازی فایل سهبعدی باعث صرفهجویی در هزینه، زمان و مواد مصرفی چاپ میشود. بسیاری از مشکلات مانند نقص در دیوارهها، حفرههای باز یا ضخامت اشتباه، میتوانند چاپ را خراب کنند یا حتی باعث شکست قطعه شوند. با آمادهسازی دقیق فایل، از بروز این مشکلات جلوگیری میشود و قطعه نهایی کیفیتی بالاتر خواهد داشت.
پیش از ارسال فایل به چاپگر سهبعدی، باید مطمئن شوید که فرمت فایل با دستگاه مورد استفاده سازگار است. رایجترین فرمتها عبارتند از:
| نوع فایل | توضیحات | کاربرد |
|---|---|---|
| STL | پرکاربردترین فرمت برای پرینت سهبعدی | مناسب برای مدلهای ساده |
| OBJ | پشتیبانی از رنگ و بافت | مدلهای دارای جزئیات رنگی |
| 3MF | نسل جدید فایلهای چاپی | سازگاری بالا با نرمافزارهای مدرن |
اگر از نرمافزارهایی مانند Fusion 360، SolidWorks یا Blender استفاده میکنید، حتماً مدل خود را به یکی از فرمتهای فوق خروجی بگیرید تا در فرآیند چاپ مشکلی پیش نیاید.
یکی از مهمترین مراحل بهینهسازی، بررسی دقیق مدل از نظر هندسی است. کوچکترین ایراد در طراحی میتواند منجر به چاپ ناقص یا شکستگی شود.
قبل از ارسال مدل، باید تمام سطوح باز، لبههای تیز و ناهماهنگیها را بررسی کنید. نرمافزارهایی مانند Meshmixer یا Netfabb ابزارهایی برای تشخیص و ترمیم خودکار این خطاها دارند.
دیوارههای مدل باید ضخامت کافی برای چاپ داشته باشند. اگر بیش از حد نازک باشند، چاپگر نمیتواند آن را اجرا کند. ضخامت حداقل ۱ تا ۱.۵ میلیمتر برای دیوارههای نازک توصیه میشود، اما برای قطعات کاربردی بهتر است ضخامت بیشتری در نظر گرفته شود.
وجود حفرههای باز در مدل یکی از رایجترین خطاهای طراحی است. این بخشها باعث میشوند فایل در نرمافزار پرینت بهصورت ناقص خوانده شود. با استفاده از قابلیت repair در نرمافزارهای طراحی، این حفرهها را قبل از ارسال ببندید.
یکی از اشتباهات رایج کاربران در پرینت سهبعدی، ناهماهنگی بین ابعاد طراحی و ابعاد واقعی چاپ است. برای جلوگیری از این موضوع، باید مقیاس مدل را با واحد اندازهگیری چاپگر (معمولاً میلیمتر) هماهنگ کنید. اگر مدل شما در نرمافزار با واحد اینچ طراحی شده، هنگام خروجی گرفتن آن را به میلیمتر تبدیل کنید تا اندازه واقعی چاپ صحیح باشد.
یکی از مهمترین مراحل بهینهسازی مدل سهبعدی، انتخاب جهت مناسب برای چاپ است. جهت چاپ میتواند تأثیر زیادی روی استحکام، کیفیت سطح و حتی زمان چاپ داشته باشد.
در چاپ سهبعدی، هر بخش معلق یا دارای زاویه زیاد نیاز به ساپورت دارد. جهت نامناسب باعث افزایش ساپورت و مصرف مواد میشود و در نهایت سطح قطعه پس از جداکردن ساپورتها ناهموار خواهد شد.
معمولاً مدلها باید طوری قرار گیرند که بیشترین بخش آنها روی سطح تخت قرار گیرد و بخشهای پرجزئیات در معرض کمترین ساپورت باشند.
لایههای چاپشده در برخی جهتها مقاومت بیشتری دارند. اگر مدل شما کاربرد مکانیکی دارد، باید آن را طوری قرار دهید که نیرو در راستای لایهها اعمال نشود. این روش مقاومت محصول را افزایش میدهد و از شکستگی ناخواسته جلوگیری میکند.
انتخاب متریال چاپ سهبعدی یکی از شاخصترین عوامل در کیفیت نهایی قطعه است. هر ماده ویژگیهای خاص خود را دارد و برای کاربرد خاصی مناسب است.
این متریال برای مدلهای تزئینی، ماکتسازی و چاپهای ساده مناسب است. چاپ آسان، هزینه پایین و کیفیت سطح خوب از ویژگیهای آن است. PLA برای قطعات مقاوم به حرارت مناسب نیست.
مواد ABS مقاومت بیشتری در برابر ضربه و گرما دارد و برای قطعات کاربردی گزینه مناسبی محسوب میشود.
این ماده کمی چالشبرانگیزتر چاپ میشود و نیاز به بستر گرم دارد.
این ماده ترکیبی از مزایای PLA و ABS است. PETG مقاومت بالا، انعطافپذیری مناسب و چاپپذیری آسان دارد. برای قطعات صنعتی و کاربری طولانیمدت انتخاب ایدهآلی است.
برای ساخت قطعات انعطافپذیر مانند واشرها، محافظها و قطعات نرم استفاده میشود. چاپ TPU نیاز به تنظیمات دقیقتری دارد و باید سرعت چاپ کمتر باشد.
ضخامت لایه تأثیر مستقیمی روی کیفیت و زمان چاپ دارد.
اگر مدل شما دارای جزئیات زیاد است، باید از ضخامت لایه کمتر (۰.۱ تا ۰.۱۵ میلیمتر) استفاده شود. این کار باعث صافتر شدن سطح قطعه و افزایش دقت چاپ میشود.
برای مدلهای بزرگ و قطعاتی که نیازی به جزئیات خاص ندارند، ضخامت لایه بیشتر (۰.۲ تا ۰.۳ میلیمتر) میتواند زمان چاپ را کاهش دهد و هزینه نهایی را پایینتر بیاورد.
درصد پرکنندگی تعیین میکند که داخل قطعه تا چه میزان توپر باشد.
برای مدلهای نمایشی یا اشیای کمتر کاربردی، پرکنندگی ۱۰ تا ۲۰ درصد کافی است. این تنظیم باعث چاپ سریعتر و کاهش مصرف متریال میشود.
اگر قطعه قرار است تحت فشار یا وزن قرار گیرد، از پرکنندگی ۴۰ تا ۶۰ درصد استفاده کنید. برای قطعات صنعتی یا قطعات حساس، درصد بالاتر نیز توصیه میشود.
ساپورتها بخشهایی هستند که برای نگهداری قسمتهای معلق مدل ساخته میشوند. تنظیم درست آنها در کیفیت نهایی تأثیر زیادی دارد.
بهطور معمول، زاویههای بیشتر از ۴۵ درجه نیاز به ساپورت دارند. پیش از چاپ، مدل را در نرمافزار بررسی کنید و بخشهایی که حالت معلق دارند را شناسایی کنید تا از شکستگی جلوگیری شود.
ساپورت زیاد باعث ایجاد بخشهای ناهموار در سطح مدل میشود. بنابراین باید تلاش کنید جهت چاپ را طوری انتخاب کنید که ساپورتها به حداقل برسند.
پیش از چاپ، لازم است قسمتهایی که احتمال شکستگی دارند بررسی شوند. بخشهایی با ضخامت بسیار کم یا هندسه نامناسب ممکن است در فرآیند چاپ بهدرستی شکل نگیرند.
برای جلوگیری از این مشکل، ضخامت پایه مدل را افزایش دهید یا ساختار داخلی آن را تقویت کنید.
یکی از گامهای مهم قبل از سفارش پرینت سهبعدی، سادهسازی بخشهایی از مدل است که تاثیری در عملکرد ندارند.
جزئیات بسیار ریز یا تیز ممکن است در فرآیند چاپ بهدرستی نمایش داده نشوند و حتی باعث طولانیتر شدن زمان چاپ شوند.
اگر مدل کاربرد صنعتی دارد، حذف بخشهای تزئینی میتواند باعث کاهش هزینه و افزایش دوام قطعه شود.
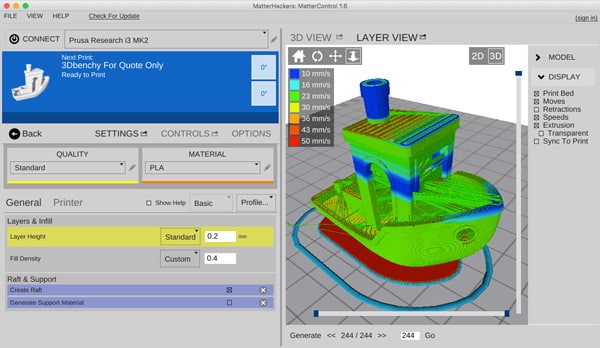
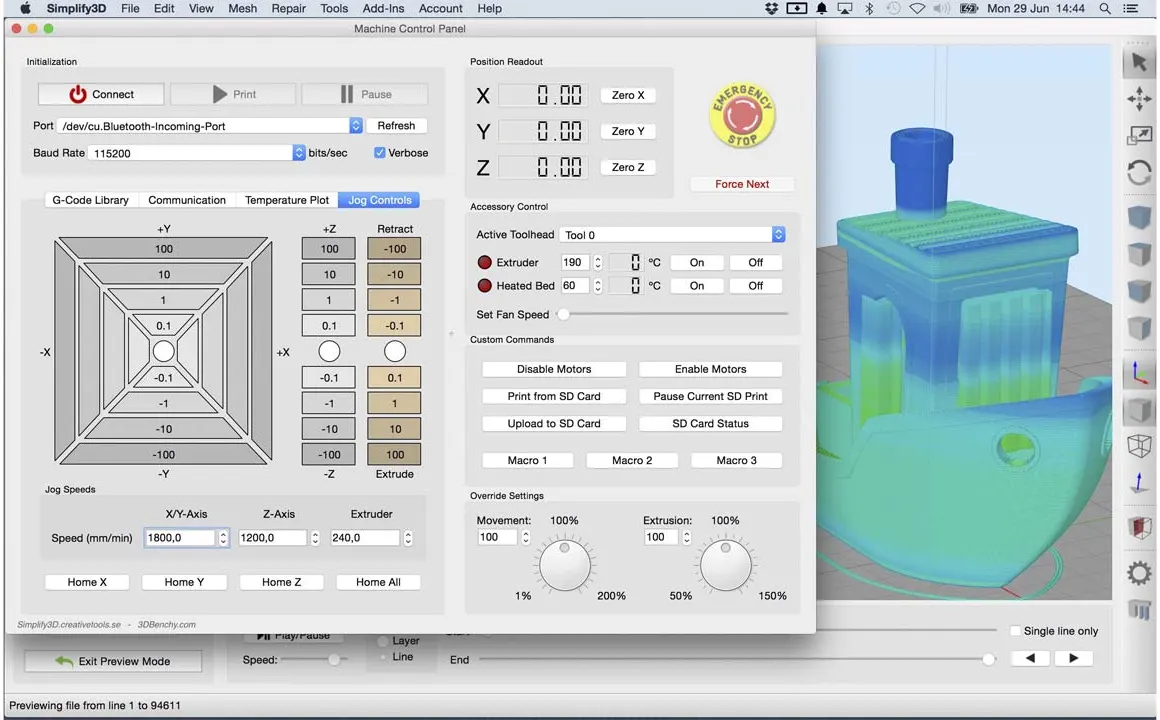
پیش از ارسال فایل به سفارشدهنده، خودتان یکبار مدل را در نرمافزارهای اسلایسر مانند Cura یا PrusaSlicer بارگذاری کنید. با این کار میتوانید:
پیشنمایش لایهها دقیقاً نشان میدهد که پرینتر چه مسیری را طی خواهد کرد. اگر خطی اشتباه، لایهای ناقص یا فضای خالی مشاهده کردید، باید به مدل برگردید و مشکل را حل کنید.
نرمافزار زمان تقریبی چاپ را نمایش میدهد. اگر زمان چاپ بیشازحد زیاد باشد، احتمالاً نیاز است مدل را سادهتر کرده یا تنظیمات را تغییر دهید.
همه اسلایسرها ابزارهایی برای شناسایی سطوح باز، ضخامت نامناسب و مشکلات هندسی دارند که به شما کمک میکنند پیش از چاپ آنها را برطرف کنید.
| نوع قطعه | ضخامت لایه | پرکنندگی | متریال پیشنهادی | توضیح |
|---|---|---|---|---|
| قطعات دکوراتیو | ۰.۱۲ تا ۰.۱۸ | ۱۰ تا ۱۵ درصد | PLA | چاپ سریع و سطح صاف |
| قطعات مکانیکی | ۰.۲ | ۴۰ تا ۶۰ درصد | PETG یا ABS | مقاومت بالا و دوام بیشتر |
| قطعات انعطافپذیر | ۰.۲۵ | ۲۰ تا ۳۰ درصد | TPU | انعطاف و ضربهپذیری |
| مدلهای پیچیده | ۰.۱ | ۲۰ تا ۳۰ درصد | PLA یا Resin | دقت بالا برای جزئیات |
این جدول میتواند به عنوان یک راهنمای سریع برای انتخاب بهترین تنظیمات بر اساس نوع پروژه استفاده شود.
حتماً مطمئن شوید که مدل شما یک قطعه یکپارچه باشد و از سطوح شناور یا جدا تشکیل نشده باشد. این مشکل باعث ایجاد اشکال در چاپ نهایی خواهد شد.
مدل باید در مرکز صفحه کار قرار گیرد تا چاپگر بتواند آن را درست تشخیص دهد. مدلهایی که خارج از محدوده طراحی قرار دارند در چاپ واقعی خطا ایجاد میکنند.
پس از تکمیل بهینهسازی، فایل را با تنظیمات درست ذخیره کنید. بهتر است از نسخه نهایی، یک نسخه آرشیوی نیز نگه دارید تا در صورت نیاز مجدد بدون تغییر دوباره استفاده شود.
بهینهسازی فایل سهبعدی قبل از ثبت سفارش چاپ، مهمترین بخش فرآیند پرینت سهبعدی است. بسیاری از مشکلاتی که در چاپ نهایی دیده میشود، از مدلهایی ناشی میشود که قبل از چاپ بررسی نشدهاند. با توجه به نکاتی مانند اصلاح خطاهای هندسی، تعیین ضخامت مناسب دیوارهها، انتخاب جهت چاپ، تنظیم دقیق ساپورتها و بررسی ابعاد واقعی مدل، میتوان کیفیت چاپ سهبعدی را تا حد زیادی افزایش داد.
اگر مدل بهدرستی بهینه شده باشد، چاپگر بدون خطا کار میکند، مصرف متریال کاهش مییابد، زمان چاپ کمتر میشود و نتیجه نهایی با دقت و کیفیت بالاتری تولید خواهد شد.
در نهایت، آمادهسازی صحیح فایل نهتنها باعث جلوگیری از دوبارهکاری و هزینههای اضافی میشود، بلکه تجربهای حرفهایتر و مطمئنتر از چاپ سهبعدی را برای شما فراهم میکند.
معمولاً بهخاطر وجود سطوح باز، ضخامت ناکافی یا ریختگی شبکه است. با استفاده از نرمافزارهایی مانند Netfabb این خطاها را بهصورت خودکار اصلاح کنید.
ضخامت کمتر از ۰.۱۵ میلیمتر معمولا بهترین نتیجه را برای مدلهای دقیق فراهم میکند، اما زمان چاپ را افزایش میدهد.
بله، باید مقیاس مدل را به میلیمتر تنظیم کنید تا ابعاد نهایی چاپ دقیق باشد. مقیاس اشتباه یکی از رایجترین دلایل خرابی چاپ است.
خیر، تنها بخشهایی با زاویه بیشتر از ۴۵ درجه یا نواحی معلق نیاز به ساپورت دارند. استفاده بیش از حد از ساپورت باعث کاهش کیفیت سطح قطعه میشود.
بله، هر متریال ویژگی خاصی دارد. برای قطعات تزئینی PLA عالی است، اما برای قطعات مقاوم یا صنعتی PETG و ABS عملکرد بهتری دارند.