سبد خرید خالی است.
بازگشت به فروشگاه

پرینت سهبعدی فناوریای است که امکان تولید مدلهای پیچیده با جزئیات بالا را فراهم میکند. با وجود تمام مزایا، یک چالش اساسی در این فرآیند وجود دارد: بخشهایی از مدل که در هوا معلق میمانند یا زاویههای بیش از ۴۵ درجه دارند، به تنهایی قابل پرینت نیستند. در اینجاست که ساپورت یا ساختار پشتیبان وارد عمل میشود.
ساپورتها بهعنوان ستونهای موقت عمل میکنند که بخشهای معلق مدل را در حین چاپ نگه میدارند و پس از پایان فرآیند، حذف میشوند. شناخت درست انواع ساپورت و تنظیمات آن میتواند کیفیت چاپ را افزایش داده و مصرف متریال را بهینه کند.
مطالب مرتبط:پرینت سه بعدی
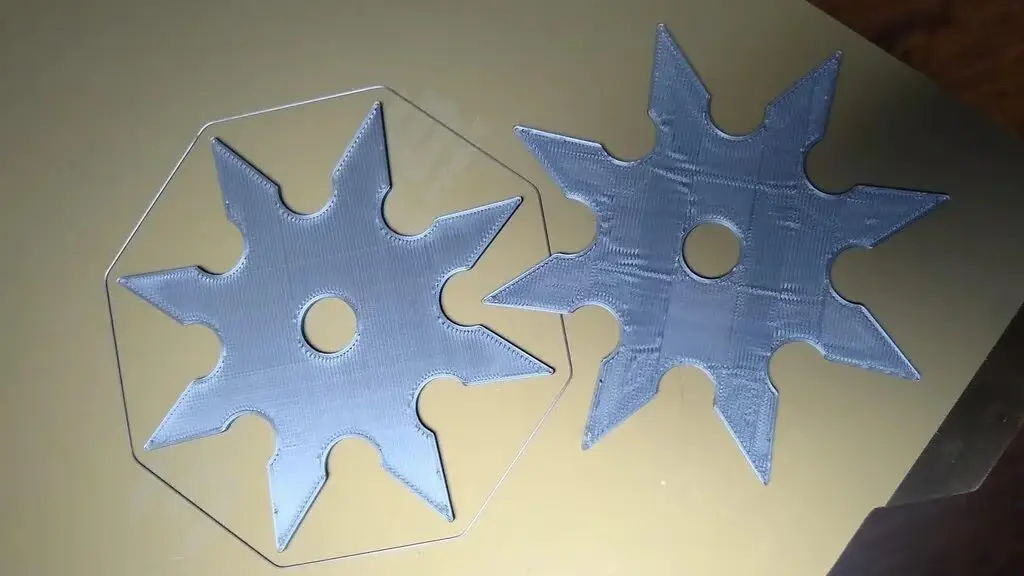
در نبود ساپورت، بخشهای آویزان مدل بهصورت رشتههای نامنظم چاپ میشوند. ساپورت این مشکل را رفع کرده و از تغییر شکل لایهها جلوگیری میکند.
وجود ساپورت باعث میشود سطوح بالایی مدل صافتر و با جزئیات بیشتری پرینت شوند. این موضوع در مدلهای معماری، ماکتها و قطعات مهندسی اهمیت زیادی دارد.
مدلهای بلند و باریک هنگام چاپ ممکن است ناپایدار شوند. ساپورتها بهعنوان نگهدارنده عمل کرده و احتمال لرزش یا شکستگی مدل را کاهش میدهند.
ساختار خطی سادهترین نوع ساپورت است که خطوط موازی یا متقاطع در زیر بخشهای آویزان ایجاد میکند.
مزایا: مصرف کم متریال، سرعت چاپ بالا
معایب: کیفیت سطح زیرین مدل متوسط است
ساختاری شبیه شبکه با تراکم بالا که استحکام بیشتری نسبت به خطی دارد.
مزایا: پشتیبانی قوی برای بخشهای بزرگ
معایب: مصرف متریال بیشتر، جداسازی دشوارتر
این نوع ساپورت مانند شاخههای درخت رشد میکند و فقط نقاط ضروری را پشتیبانی میکند.
مزایا: مصرف کم متریال، جداسازی آسانتر، آسیب کمتر به سطح مدل
معایب: زمان بر در طراحی و محاسبات اسلایسر
| نوع ساپورت | مصرف متریال | کیفیت سطح | جداسازی | کاربرد اصلی |
|---|---|---|---|---|
| خطی | کم | متوسط | آسان | مدلهای ساده با زوایای کم |
| شبکهای | متوسط تا زیاد | خوب | متوسط | قطعات بزرگ و پیچیده |
| درختی | کم | خوب | آسان | مدلهای ظریف و جزئیات زیاد |
تراکم ساپورت مشخص میکند که ساختار پشتیبان چقدر متراکم باشد.
تراکم پایین (۱۰ تا ۱۵ درصد): مصرف متریال کم، اما پایداری ضعیف.
تراکم متوسط (۱۵ تا ۲۵ درصد): تعادل بین مصرف متریال و استحکام.
تراکم بالا (بیش از ۳۰ درصد): کیفیت عالی سطح زیرین اما جداسازی دشوار.
فاصله بین ساپورت و مدل نقش مهمی در کیفیت سطح و راحتی جداسازی دارد. معمولاً بین ۰.۱۵ تا ۰.۲ میلیمتر برای فیلامنتها پیشنهاد میشود.
خطی: سریع و کممصرف.
شبکهای: مقاوم و پایدارتر.
همبسته (Concentric): برای مدلهای منحنی و گرد مناسب است.
در اسلایسرها میتوان مشخص کرد که ساپورت از چه زاویهای فعال شود. مقدار پیشفرض معمولاً ۴۵ درجه است، یعنی اگر سطحی زاویه بیشتری داشت، ساپورت ایجاد میشود.
در برخی نرمافزارها میتوان ناحیههای خاص را انتخاب کرد تا فقط همان نقاط ساپورت داشته باشند. این کار مصرف متریال و زمان را کاهش میدهد.
در پرینترهای دو اکسترودری، امکان استفاده از ساپورتهای قابل حل مثل PVA یا HIPS وجود دارد. این ساپورتها بعد از پرینت در آب یا مواد شیمیایی حل میشوند و سطح مدل را بدون آسیب آزاد میکنند.
کاهش زاویه اورهنگ همراه با تراکم پایین باعث میشود ساپورت فقط در نقاط ضروری چاپ شود. این روش برای قطعات ظریف ایدهآل است.
| تنظیم | مقدار پیشنهادی | توضیحات |
|---|---|---|
| تراکم | ۱۵ تا ۲۵ درصد | تعادل بین استحکام و مصرف متریال |
| فاصله Z | ۰.۱۵ تا ۰.۲ mm | راحتی جداسازی و سطح صافتر |
| الگوی ساپورت | خطی/شبکهای | بسته به مدل و اندازه قطعه |
| زاویه اورهنگ | ۴۵ درجه | نقطه شروع مناسب برای اکثر فیلامنتها |
در پرینت رزینی، مدلها معمولاً بهصورت معلق در وان رزین ساخته میشوند. ساپورتها وظیفه نگهداری لایههای اولیه و جلوگیری از تاب برداشتن را دارند.
ساپورت نازک: مناسب مدلهای ظریف، جداسازی آسان اما شکننده.
ساپورت ضخیم: پایدارتر اما ممکن است رد روی مدل باقی بگذارد.
شاید برایتان مفید باشد:پرینت سه بعدی رزینی
قطر پایه ساپورت: ۰.۶ تا ۱ میلیمتر برای پایداری کافی.
فاصله بین ساپورتها: ۲ تا ۴ میلیمتر برای تعادل مصرف متریال.
تراکم: متوسط تا زیاد برای جلوگیری از تاب خوردگی.
مزایا: مصرف متریال کم، سرعت بالای چاپ، جداسازی آسان.
معایب: سطح زیرین مدل چندان صاف نمیشود و برای قطعات پیچیده مناسب نیست.
مزایا: استحکام بالا، مناسب برای مدلهای بزرگ و سنگین.
معایب: مصرف متریال زیاد، سختی در جداسازی و احتمال باقیماندن رد روی مدل.
مزایا: صرفهجویی در متریال، پوششدهی هدفمند نقاط حساس، جداسازی آسانتر.
معایب: نیاز به زمان پردازش بیشتر در اسلایسر، گاهی شکننده بودن پایهها.
مزایا: امکان نگهداشتن مدلهای بسیار ظریف، دقت بالا در جزئیات.
معایب: احتمال باقیماندن نقاط تماس روی سطح مدل، نیاز به پولیش یا پرداخت بعدی.
اگر تراکم ساپورت زیاد یا فاصله Z خیلی کم باشد، ساپورتها به سختی جدا میشوند و ممکن است سطح مدل آسیب ببیند.
در ساپورتهای شبکهای یا رزینی، نقاط تماس روی سطح باقی میمانند. این مشکل با پرداخت مکانیکی یا شیمیایی برطرف میشود.
انتخاب الگوی نامناسب یا زاویه اورهنگ پایین باعث تولید ساپورت اضافی میشود. این موضوع هزینه و زمان چاپ را بالا میبرد.
در صورتی که تراکم پایین یا قطر پایه ساپورت کم باشد، ساپورت هنگام چاپ میشکند و مدل خراب میشود.
برای مدلهای ساده از خطی استفاده کنید، برای مدلهای بزرگ شبکهای و برای مدلهای ظریف و جزئیات بالا ساپورت درختی بهترین گزینه است.
بسیاری از نرمافزارهای اسلایسر امکان افزودن یا حذف ساپورت بهصورت دستی دارند. این روش مصرف متریال را کاهش داده و کیفیت نهایی را بهبود میدهد.
کاهش تراکم و افزایش اندک فاصله Z میتواند هم مصرف متریال را کاهش دهد و هم جداسازی را آسانتر کند.
در پرینترهای دو اکسترودری، ساپورتهای قابل حل مانند PVA بهترین کیفیت سطح را ارائه میدهند، زیرا هیچ رد فیزیکی روی قطعه باقی نمیگذارند.
| مشکل رایج | علت اصلی | راهکار پیشنهادی |
|---|---|---|
| سختی در جداسازی | تراکم زیاد، فاصله Z کم | کاهش تراکم، افزایش فاصله Z |
| باقی ماندن رد ساپورت | نقاط تماس زیاد | استفاده از ساپورت درختی یا PVA |
| مصرف بالای متریال | الگوی نامناسب | ساپورت انتخابی یا زاویه اورهنگ بالاتر |
| شکست ساپورت | قطر پایه کم | افزایش ضخامت پایه ساپورت |
ساپورت در پرینت سهبعدی یکی از عناصر کلیدی برای موفقیت در چاپ مدلهای پیچیده محسوب میشود. بدون ساپورت، بخشهای آویزان یا دارای زاویه زیاد دچار ریزش و تغییر شکل میشوند. انتخاب نوع ساپورت، تنظیم تراکم، فاصله Z و الگوها نقش مستقیمی در کیفیت نهایی و میزان مصرف متریال دارند.
ساپورت خطی برای مدلهای ساده، ساپورت شبکهای برای قطعات بزرگ و ساپورت درختی برای مدلهای ظریف بهترین عملکرد را دارند. در پرینت رزینی نیز انتخاب قطر مناسب ساپورت و فاصلهگذاری صحیح از اهمیت زیادی برخوردار است.
در نهایت، استفاده هوشمندانه از ساپورت و ترکیب روشهای دستی و اتوماتیک، باعث میشود کیفیت سطح بهبود یافته و هزینه و زمان چاپ بهینه شود.
ساپورت درختی بهترین گزینه برای مدلهای پیچیده است زیرا مصرف متریال کمتر دارد و سطح مدل را کمتر آسیب میزند.
با استفاده از ساپورت انتخابی، کاهش تراکم و افزایش زاویه اورهنگ میتوان مصرف متریال را تا حد زیادی کاهش داد.
معمولاً به دلیل تراکم بالا یا فاصله Z کم این مشکل رخ میدهد. اصلاح این دو پارامتر مشکل را حل میکند.
بله. در پرینترهای دو اکسترودری، ساپورتهای قابل حل بهترین کیفیت سطح را فراهم میکنند اما هزینه مواد بالاتر است.
در پرینت رزینی، ساپورتها وظیفه نگه داشتن مدل معلق در وان رزین را دارند و طراحی آنها باید دقیقتر باشد تا قطعه تاب برندارد.


