سبد خرید خالی است.
بازگشت به فروشگاه


چاپ سهبعدی فناوری جذابی است، اما حتی حرفهایترین کاربران نیز گاهی با مشکلاتی روبهرو میشوند که کیفیت چاپ را پایین میآورد یا باعث هدر رفتن زمان و مواد میشود. شناخت این مشکلات و داشتن یک چکلیست جمعوجور و کاربردی میتواند سرعت رفع خطاها را چندین برابر کند. در این مقاله به صورت کاملا یونیک و کپیرایتینگ شده، تمام اشکالات رایج چاپ سهبعدی را همراه با علت، راهحل فوری و نکات پیشگیری بررسی میکنیم. ساختار مقاله شامل هدینگهای h2 و h3 است و زیر هر بخش توضیح کامل نوشته شده تا بتوانید بدون نیاز به جستجوی اضافی، مشکل چاپ خود را در کمترین زمان برطرف کنید.
این مشکل یکی از شایعترین خطاها در چاپ FDM و حتی چاپ رزینی است. زمانی که لایه اول بهدرستی نمیچسبد، کل مدل در ادامه چاپ حرکت کرده یا از صفحه جدا میشود و چاپ کاملاً خراب میشود.
یکی از دلایل معمول، تنظیم نبودن ارتفاع نازل است. اگر لایه اول خیلی نازک یا زیاد ضخیم باشد، چسبندگی کاهش مییابد. محیط سرد، سطح چاپ چرب یا ناهموار نیز میتواند عامل اصلی باشد.
راهحل سریع
اولین قدم تنظیم ارتفاع نازل است. سپس سطح چاپ را با الکل تمیز کنید و در صورت نیاز از چسب ماتیکی، اسپری چسب یا صفحههای مخصوص مثل PEI استفاده کنید. افزایش دمای بستر نیز در بسیاری از موارد مشکل را حل میکند.
این مشکل زمانی دیده میشود که لایهها به خوبی روی هم نمیچسبند و در نتیجه دیواره مدل خطوطی شکافدار و شکننده پیدا میکند.
هوای سرد محیط، دمای کم نازل یا سرعت زیاد چاپ از عوامل اصلی هستند. همچنین استفاده از فیلامنت بیکیفیت یا رطوبتگرفته نیز باعث ضعف اتصال بین لایهها میشود.
راهحل سریع
دمای نازل را کمی افزایش دهید و سرعت چاپ را کاهش دهید. اگر از PLA استفاده میکنید، مطمئن شوید جریان هوا روی قطعه بیش از حد زیاد نیست. برای ABS نیز بهتر است از محفظه بسته و گرم استفاده شود.
گاهی نازل بهصورت کامل یا جزئی مسدود میشود و خروجی فیلامنت کاهش پیدا میکند. این مشکل کیفیت چاپ را به شدت پایین میآورد.
فیلامنت ناپیوسته خارج میشود، مدل بخشهای ناقص دارد یا صدای تقتق اکسترودر شنیده میشود.
راهحل سریع
ابتدا با روش cold pull نازل را تمیز کنید. اگر مشکل شدید است، نازل را باز کرده و با شعله یا سوزن مخصوص تمیز کنید. همچنین مطمئن شوید مسیر ورودی فیلامنت صاف و بدون گره است.
در نقاطی که نازل از یک بخش مدل به بخش دیگر حرکت میکند، ممکن است تارهای نازکی ایجاد شود که ظاهر مدل را خراب میکند.
ریترکشن تنظیم نیست، دمای نازل زیاد است یا فیلامنت خاصیت روانی بالایی دارد. حرکت سریع بین نقاط نیز میتواند عامل باشد.
راهحل سریع
ریترکشن را افزایش دهید، دمای چاپ را کمی پایین بیاورید و سرعت جابهجایی (travel) را بیشتر کنید. استفاده از فیلامنت خشک و باکیفیت تاثیر زیادی دارد.
یکی از مشکلات رایج در چاپ سهبعدی، ایجاد سطوح ناصاف و پر از بافتهای ریز شبیه پوست پرتقال است. این مشکل علاوه بر ظاهر نامطلوب، میتواند نشاندهنده تنظیمات اشتباه یا کیفیت پایین فیلامنت باشد.
دمای بیش از حد نازل، لرزش پرینتر، ارتفاع لایه زیاد یا فیلامنت نامرغوب میتواند باعث ناهمواری در سطح مدل شود. همچنین دمیدن بیش از حد فن خنککننده در چاپ بعضی متریالها مشکل را تشدید میکند.
راهحل سریع
کاهش دمای نازل، کاهش ارتفاع لایه و اطمینان از محکم بودن پیچهای پرینتر از اولین اقدامات است. همچنین بهتر است از فیلامنت خشک و باکیفیت استفاده کنید و در صورت نیاز فن خنککننده را با درصد مناسب تنظیم کنید.
تاب برداشتن بخشی از مدل، مخصوصاً گوشهها، یکی از مشکلات آزاردهنده در چاپ ABS، PETG و حتی PLA در محیطهای سرد است. مدل در لایههای ابتدایی از صفحه بلند شده و باعث کج شدن چاپ میشود.
اختلاف دما بین لایههای بالایی و پایینی باعث جمع شدن مواد و در نهایت بلند شدن گوشهها میشود. کم بودن دمای بستر یا وجود جریان هوای سرد نیز به این مشکل دامن میزند.
راهحل سریع
افزایش دمای بستر، استفاده از محفظه بسته و جلوگیری از جریان هوای سرد موثرترین روشها هستند. همچنین حجم سطح تماس لایه اول با صفحه را افزایش دهید تا چسبندگی بیشتر شود.

گاهی چاپ سهبعدی در نیمه راه متوقف میشود یا بخشی از مدل چاپ نمیشود. این مشکل میتواند به دلایل نرمافزاری، مکانیکی یا حتی مشکل برق رخ دهد.
تمام شدن فیلامنت، گره خوردن در مسیر، داغ شدن بیش از حد اکسترودر، خطای کارت حافظه یا قطع شدن لحظهای برق از دلایل رایج هستند. گاهی هم فایل مدل دارای خطاهای هندسی است.
راهحل سریع
ابتدا مسیر فیلامنت را بررسی کنید و مطمئن شوید آزادانه حرکت میکند. دمای اکسترودر را بررسی کنید و از سالم بودن فنها مطمئن شوید. اگر چاپ از روی SD انجام میشود، کارت را فرمت کنید و فایل جدید بریزید.
در این مشکل، لایهها در یک نقطه به سمت چپ یا راست تغییر مکان میدهند و مدل کاملا کج یا چند تکه به نظر میرسد.
شل بودن تسمهها، گیر کردن محور، سرعت بیش از حد چاپ، ضربه به دستگاه یا ضعیف بودن موتور استپر باعث این مشکل میشود. گاهی سفت شدن ناگهانی نازل روی مدل نیز ایجاد جابهجایی میکند.
راهحل سریع
تمام تسمهها را بررسی کنید و محکم کنید. محورهای X و Y را روانکاری کنید. سرعت چاپ را کاهش دهید و دقت کنید مدل بسیار بلند یا با ساختار ناپایدار نباشد.
در مدلهای کوچک، لبهها یا برجستگیها ممکن است بیش از اندازه ذوب شوند و شکل هندسی از بین برود. این مشکل بیشتر هنگام چاپ PLA با دمای بالا رخ میدهد.
دمای زیاد نازل، نبود زمان کافی برای خنک شدن بین لایهها و کوچک بودن سطح مقطع باعث این مشکل میشود. چاپ سریع مدلهای کوچک بدون فن مناسب نیز این روند را تشدید میکند.
راهحل سریع
سرعت چاپ را کاهش دهید، دمای نازل را کم کنید و از فن خنککننده با درصد بالاتر استفاده کنید. همچنین میتوانید چند مدل کوچک را کنار هم چاپ کنید تا زمان بیشتری برای خنک شدن لایهها ایجاد شود.
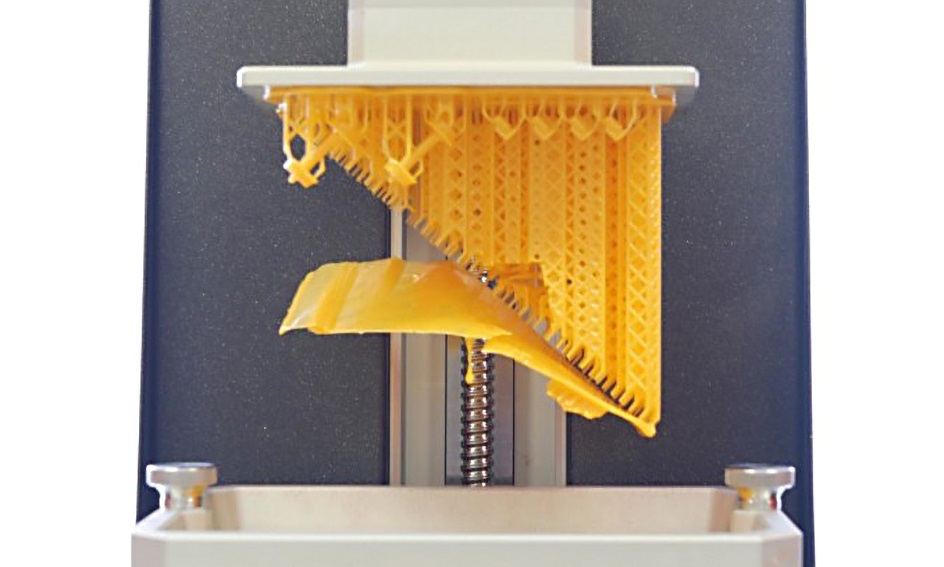
در چاپ رزینی هم مانند چاپ FDM مشکلات رایجی وجود دارد. یکی از آنها ایجاد رگهها، پوسته شدن یا نخکشی بین بخشهای مختلف مدل در هنگام بلند شدن لایهها است.
زمان نامناسب نوردهی، سرعت لیفت بالا، رزین کمکیفیت یا دمای پایین رزین از دلایل مهم هستند. همچنین اگر مدل دارای حفرههای باز یا پر جزئیات باشد احتمال نخکشی بیشتر میشود.
راهحل سریع
زمان نوردهی لایهها را بهینه کنید، سرعت لیفت را کاهش دهید و از رزین باکیفیت استفاده کنید. گرم نگه داشتن اتاق چاپ نیز کمک زیادی به کیفیت میکند.
اگر ارتفاع لایهها مناسب نباشد، کیفیت نهایی مدل به شدت افت میکند. ضخامت زیاد باعث از بین رفتن جزئیات و ضخامت خیلی کم باعث افزایش زمان چاپ و احتمال بروز خطا میشود.
انتخاب نادرست ارتفاع لایه معمولا به دلیل عدم شناخت نوع مدل و نازل مورد استفاده است. همچنین گاهی ارتفاع لایه بیشتر از اندازه نازل انتخاب میشود که موجب کمبود اکستروژن و خطوط ناقص میشود.
راهحل سریع
برای چاپهای دقیق، ارتفاع لایه کم و برای چاپهای سریع، ارتفاع لایه متوسط انتخاب کنید. یک قانون ساده این است که ارتفاع لایه هرگز نباید بیشتر از ۸۰ درصد قطر نازل باشد. به عنوان مثال برای نازل ۰.۴ میلیمتر، ارتفاع لایه بهتر است بین ۰.۱۲ تا ۰.۲ تنظیم شود.
چسبندگی ضعیف بین لایهها باعث شکنندگی مدل، ترک خوردن یا جدا شدن دیوارهها میشود. این مشکل اغلب در چاپ مواد انعطافپذیر، PLA و PETG دیده میشود.
دمای کم نازل، سرعت بیش از حد چاپ یا رطوبت فیلامنت باعث میشود لایهها زمان کافی برای اتصال کامل نداشته باشند. همچنین جریان هوای زیاد از سمت فن میتواند اتصال لایهها را تضعیف کند.
راهحل سریع
دمای نازل را کمی افزایش دهید و سرعت چاپ را کاهش دهید. اگر چاپ مواد انعطافپذیر انجام میدهید، فن خنککننده را روی مقدار پایین یا حتی خاموش تنظیم کنید. خشک نگه داشتن فیلامنت نیز اهمیت زیادی دارد.
وقتی پرینتر صدای غیرمعمول ایجاد میکند یا لرزش شدید دارد، معمولا چاپ با مشکل مواجه میشود و دقت مدل کاهش مییابد.
شل بودن پیچهای فریم، ناترازی میز، نامناسب بودن سرعت چاپ یا گیرکردن محورهای حرکتی میتواند باعث لرزش شود. قرار گرفتن پرینتر روی میز سبک هم لرزش را تشدید میکند.
راهحل سریع
فریم دستگاه را سفت کنید، سطح زیر دستگاه را تراز کنید و مطمئن شوید پرینتر روی میز سنگین قرار دارد. محورها را روغنکاری کنید و در صورت نیاز سرعت چاپ را کاهش دهید.
فیلامنت رطوبتگرفته باعث حبابهای ریز، ترکهای کوچک، خروجی غیر یکنواخت و سطح خشدار روی مدل میشود. این مشکل مخصوصا در PLA و Nylon بسیار دیده میشود.
اگر هنگام چاپ صدای ترق و پف شنیده میشود یا سطح مدل موجدار و ناصاف است، احتمالاً فیلامنت رطوبت گرفته است. خروجی رشتهای و شکننده نیز نشانه دیگر است.
راهحل سریع
فیلامنت را در دستگاه خشککن یا فر خانگی با دمای پایین خشک کنید. سپس داخل کیسه زیپدار همراه با مواد رطوبتگیر نگهداری کنید.
گاهی بخشی از مدل سوراخ یا ناقص چاپ میشود. این مشکل میتواند در چاپهای سرعت بالا و طرحهای پیچیده بیشتر اتفاق بیفتد.
اکسترودر ضعیف، فشار ناکافی، تنظیم نادرست Flow rate یا انسداد جزئی نازل از دلایل اصلی هستند. گاهی مسیر فیلامنت به صورت پلهای یا زاویهدار گذاشته میشود که حرکت را سخت میکند.
راهحل سریع
تنظیم Flow rate و افزایش مقدار آن بین ۲ تا ۵ درصد در بسیاری موارد مشکل را حل میکند. همچنین مسیر فیلامنت را بررسی کنید، اکسترودر را تمیز کنید و در صورت نیاز نازل را تعویض کنید.
بسیاری از مشکلات لایه اول و چسبندگی ناشی از گرم نشدن کامل بستر یا تغییرات ناگهانی دمای آن است.
خرابی ترمیستور، کابلهای آسیبدیده، منبع تغذیه ضعیف یا پد حرارتی معیوب باعث میشود بستر به دمای مناسب نرسد. همچنین المنتهای ضعیف شده در طول زمان عملکرد خود را از دست میدهند.
راهحل سریع
دمای بستر را با دماسنج خارجی بررسی کنید. اگر عدد واقعی با مقدار تنظیمشده تفاوت زیادی دارد، احتمالاً پد حرارتی یا سنسور دما نیاز به تعویض دارد. از منبع تغذیه سالم استفاده کنید.
در چاپ رزینی هم خطاهای مختلفی رخ میدهد. این بخش چکلیست کاربردی خطاهای رایج را پوشش میدهد.
زمان نوردهی کم، صفحه ناهموار یا سطح چرب باعث جدا شدن مدل از صفحه میشود. افزایش زمان نوردهی لایه اول، تمیز کردن صفحه با الکل و تنظیم صحیح Leveling مشکلات را حل میکند.
اگر سرعت لیفت زیاد باشد یا رزین بیش از حد غلیظ باشد، مدل به دیوارهها میچسبد. کاهش سرعت لیفت و استفاده از Warm Resin کمککننده است.
گاهی مشکلات چاپ سهبعدی به صورت تکتک قابل تشخیص نیستند، اما نتیجه نهایی کیفیت مناسبی ندارد. در این شرایط میتوان مجموعهای از اصلاحات کلی و سریع را انجام داد تا شرایط چاپ بهینه شود.
صفحه چاپ باید همیشه تمیز، خشک و بدون چربی باشد. باقیماندن اثر چسب، فیلامنت سوخته یا گردوغبار باعث کاهش چسبندگی و ایجاد نقص در لایه اول میشود.
یکی از بهترین راهکارهای سریع، انجام دوباره Leveling است. حتی یک اختلاف کوچک در ارتفاع نازل میتواند بسیاری از مشکلات را ایجاد کند.
در نرمافزارهای اسلایسر، بهترین کار استفاده از پروفایلهای آماده مخصوص هر فیلامنت است. این پروفایلها شامل تنظیمات دما، سرعت، ریترکشن و فن هستند که به صورت استاندارد ارائه شدهاند.
۱. بررسی لایه اول
۲. کنترل تمیزی سطح چاپ
۳. تست حرکت آزادانه محورهای X، Y و Z
۴. تست خروج فیلامنت به صورت یکنواخت
۵. چک کردن سفتی تسمهها
۶. بررسی دمای نازل و بستر
۷. تست رطوبت فیلامنت
۸. بهروزرسانی پروفایل اسلایسر
۹. کاهش سرعت چاپ برای تست
۱۰. بررسی دوباره Leveling
این چکلیست پایه اصلی نسخه تصویری است.
چاپ سهبعدی ترکیبی از مهارت، تنظیمات دقیق و شناخت عمیق دستگاه است. بسیاری از اشکالات رایج که کاربران با آن مواجه میشوند، با چند بررسی سریع و اصولی قابل حل هستند. شناخت مشکل، یافتن علت و اجرای یک راهحل کوتاه میتواند در وقت، هزینه و مواد مصرفی صرفهجویی زیادی ایجاد کند. این مقاله یک راهنمای کاملاً یونیک و عملی برای کاربران مبتدی تا حرفهای است و به شما کمک میکند پرینتهای باکیفیتتر و بدون خطا داشته باشید.
چون کل ساختار مدل بر اساس لایه اول شکل میگیرد و اگر چسبندگی آن مناسب نباشد، مدل در مراحل بعدی تغییر مکان میدهد یا کاملاً خراب میشود.
وقتی خروج فیلامنت ناپیوسته، ضعیف یا همراه با صدای تقتق اکسترودر باشد، احتمال انسداد وجود دارد. همچنین اگر الگوی خطهای لایه اول نامنظم باشد، نشانه دیگری است.
تنظیم ریترکشن، کاهش دمای نازل و افزایش سرعت حرکت travel کمککننده هستند. خشک بودن فیلامنت نیز تاثیر زیادی دارد.
زمان نوردهی لایه اول کم است یا صفحه چاپ تمیز نیست. همچنین ناهمواری سطح یا فاصله زیاد صفحه تا کف رزین باعث این مشکل میشود.
با استفاده از دستگاه خشککن فیلامنت یا قرار دادن قرقره در فر با دمای کم. سپس آن را داخل کیسه زیپدار همراه با رطوبتگیر نگهداری کنید.
بله، سرعت زیاد باعث لرزش، کماکسترود شدن، ناصافی سطح و جابهجایی لایهها میشود. کاهش سرعت یکی از بهترین راهحلهای رفع سریع خطاهاست.